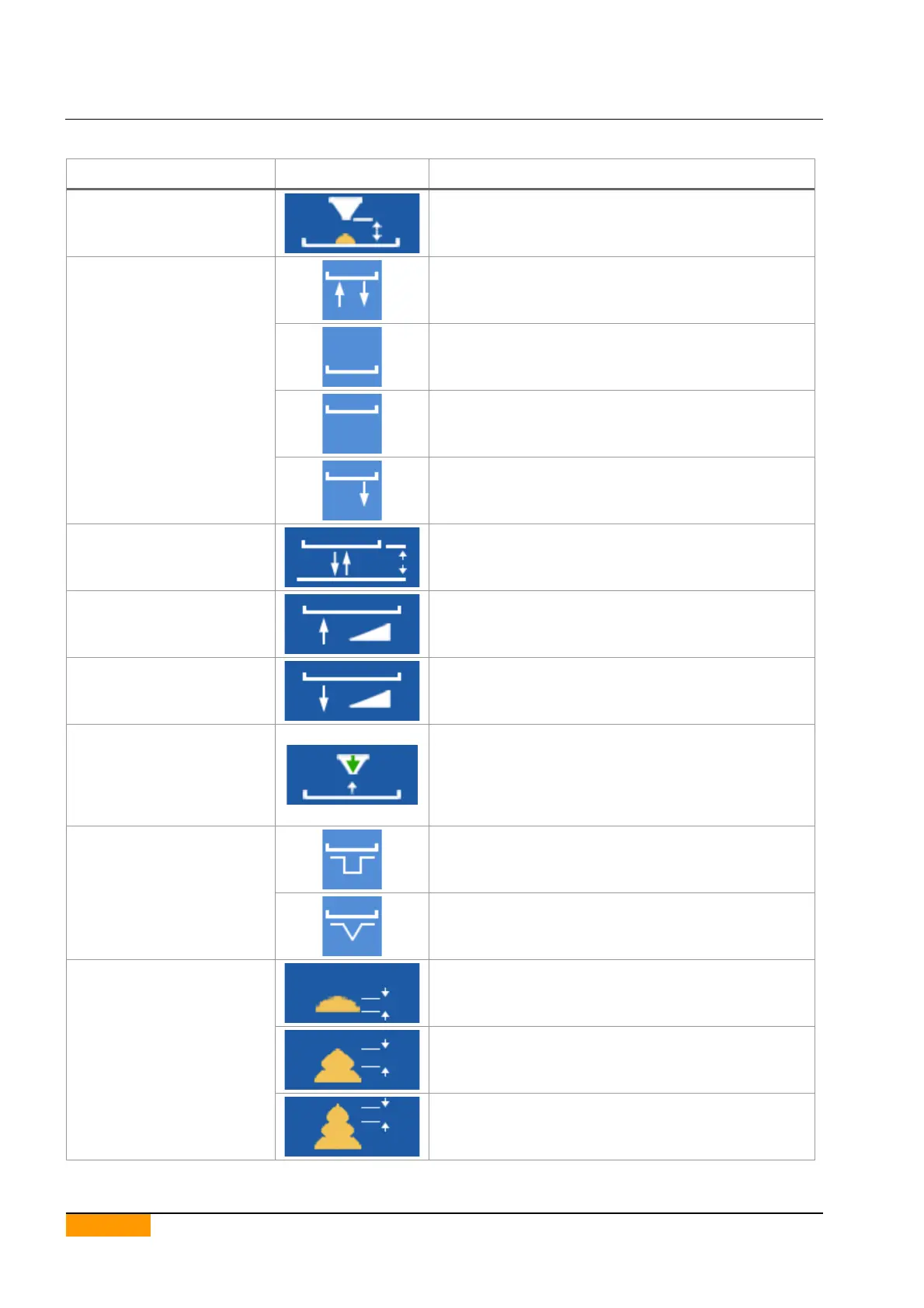
6.4.5. LIFTING PARAMETERS
Distance between the nozzles and the tray during the
dosage.
If selected, table with vertical up and down movements for
each row.
If selected, table stopped at the low position during the
dosing cycle.
If selected, table stopped at the high position during the
dosing cycle.
If selected, table stopped at the high position during the
dosing cycle of the tray. At the end of the tray will lower.
Height of lowering of the
table
If enabled, table lowering distance at the end of the
dosage.
Lifting speed of the table.
Lowering speed of the table during the detachment
phase.
If Table movement is set on Up/Down:
- dosing starts when the table is at the set distance as to the
height to be reached.
If Table movement is set on Top stop/Low stop:
- dosing starts when the tray is at the set distance as to the
position to be reached.
If selected, speeding up of the work cycle is inactive, the
movements are performed in sequence.
If selected, the simultaneous movement of table and
conveyor to reach the set row positioning is active thus
allowing to increase the machine productivity.
Dosage height of each
single layer in fixed
multilayer products
Distance between the nozzles and the tray when dosing
the first layer.
Distance between the nozzles and the product when
dosing the second layer.
Distance between the nozzles and the product when
dosing the third layer.
 Loading...
Loading...