37 02/02
ROUTINE MAINTENANCE
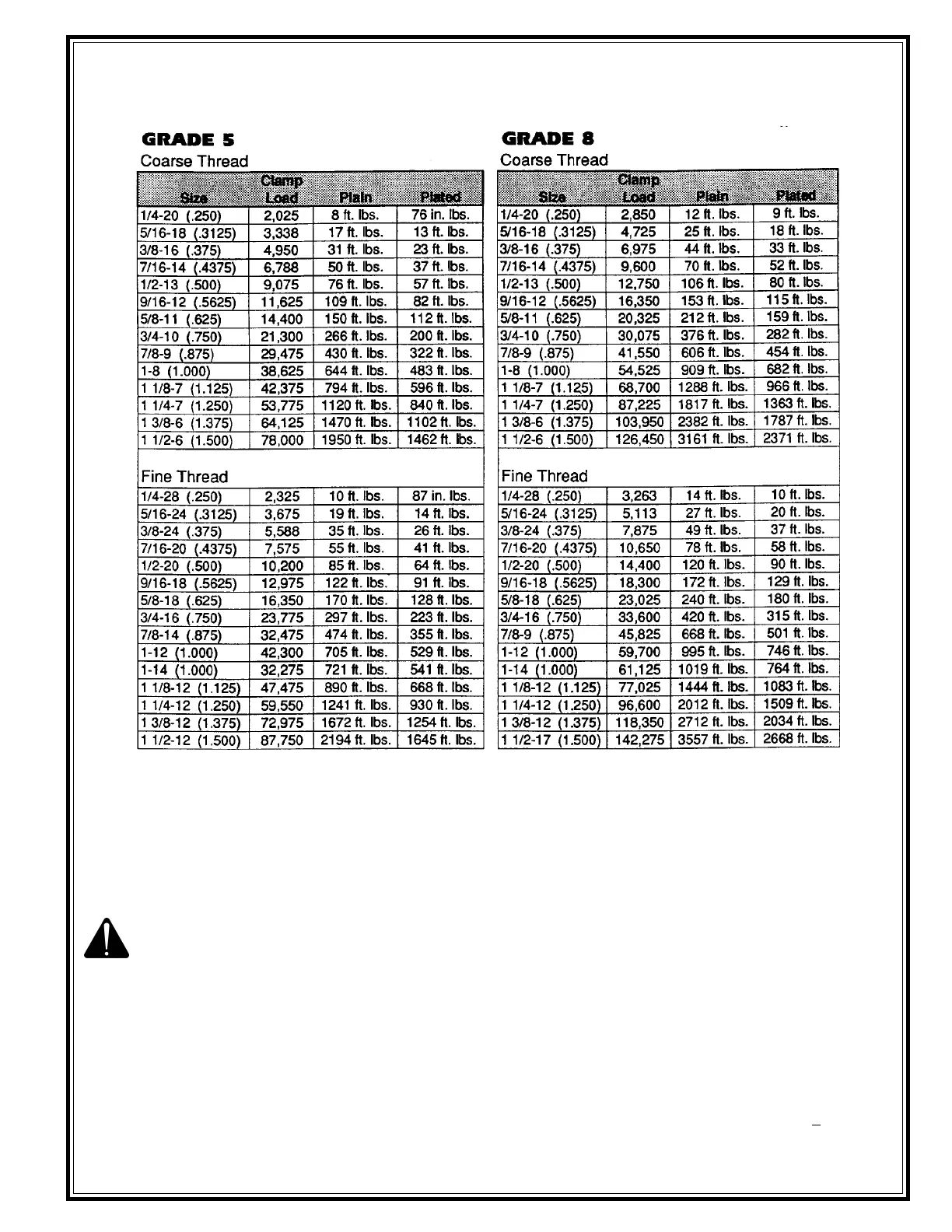
**Based on IFI 5th Edition Technical Data N-12/N-16, using Equation (1) and a torque coefficient, K=0.20 for
nonplated steel fasteners and K=0.15 for plated fasteners.
These Figures represent an estimate of torque (torque being the measurement of friction, not tension) required to
induce given preload (clamp load) in a bolt for noncritical applications only. For critical or special applications
where greater control is desired, this should be experimentally determined. This applies to washer faced or double
chamfered hex nuts (or bolts, if bolt is torqued) having a width across flats of approximately 1.5 times the nominal
diameter and having threads free of interference.
Because of the many interrelated variables that directly or indirectly affect friction, such as surface texture, type of
coating or finish, lubrication, speed of tightening, human error, etc., it is possible to experience as much as +25%
deviation in preload (clamp load) with the use of a torque wrench.
NOTES:
1. Always use the torque values above when specific torque values are not available.
2. Do not use above values in place of those specified in other sections of this manual; special attention should
be observed when using SAE Grade 6, 7 and 8 cap screws.
3. The above is based on use of clean, dry threads.
4. Reduce torque by 10% when oil is used as a lubricant.
5. Reduce torque by 20% if new plated cap screws are used.
6. Cap screws threaded into aluminum may require reductions in torque of 30% or more of Grade 5 cap screws
torque and must attain two cap screw diameters of thread engagement.
Caution: If replacement cap screws are of a higher grade than originally supplied, adhere to torque specifica-
tions for that placement.
TIGHTENING TORQUE GUIDE