Description
Process sequence
26 11.06.2014
Evacuation Evacuation if chamber and film pouches.
Sealing
• Compressed air is admitted to the sealing
diaphragm. The sealing diaphragm ex-
pands, pressing the sealing bar against the
counter-pressure bar.
• The film pouch is sealed.
• The sealing bar and seal seam cool off.
• The sealing diaphragm is ventilated, the
sealing diaphragm slackens.
• The chamber is ventilated.
• The chamber lid opens automatically if it is
not locked
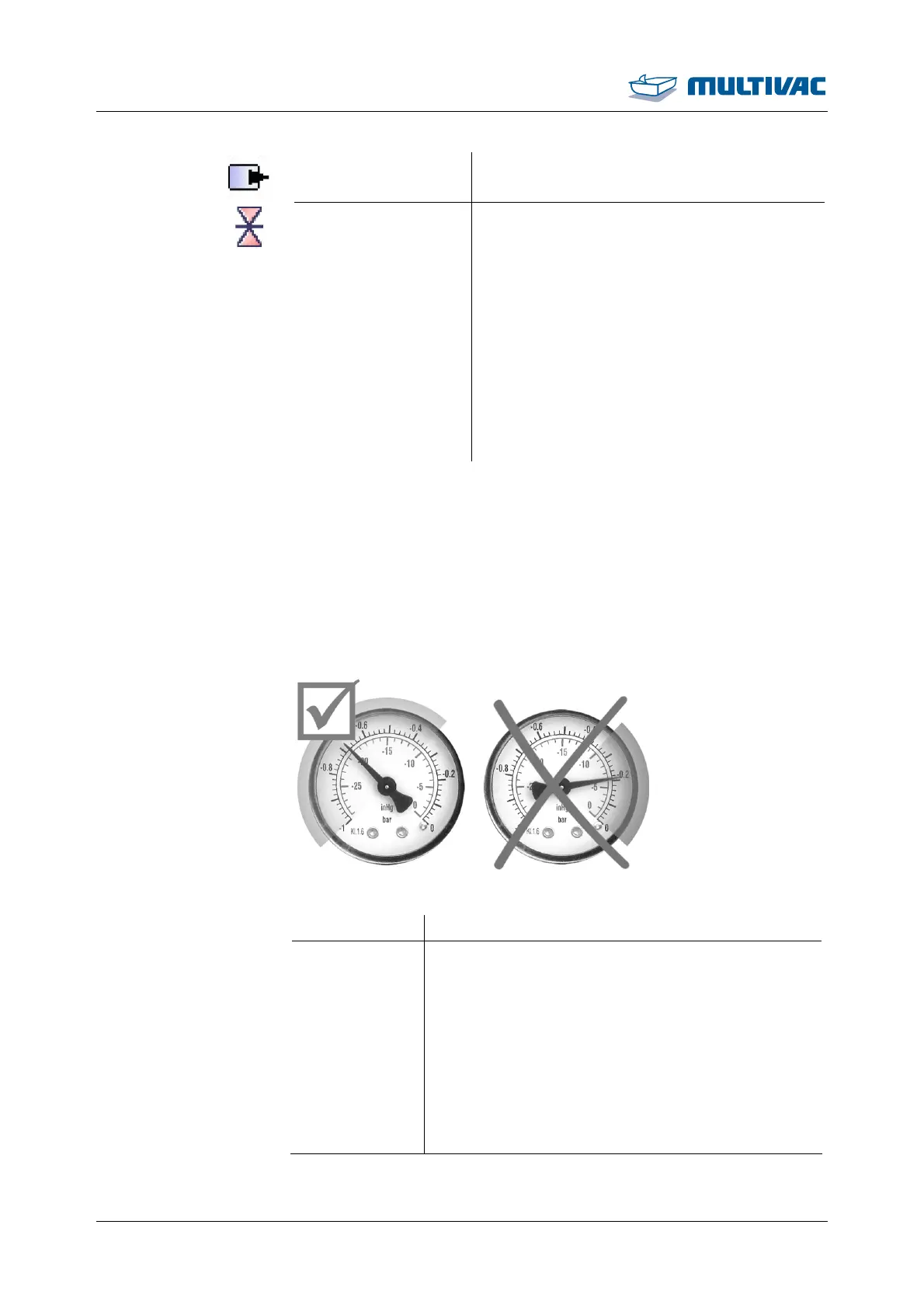
2.5 Times which have to be set
Times must be set for evacuation and sealing. The times depend on
the product and the film pouch used. A pressure difference of at least
-0.35 bar is required during the evacuation process, so that the
chamber lid remains closed. A pressure difference of at least -0.35
bar is also required before the sealing process, so that the film
pouches can be sealed. The pressure difference can be read at the
pressure display on the machine control.
Fig. 11: Areas on the pressure display
Time Explanation
Evacuation time Air is suctioned out of the chamber and the film
pouches during this time. The longer the evacua-
tion time, the better the vacuum and the quality of
the seal. Too long an evacuation time can damage
sensitive products (e.g. raw or pre-cooked pasta,
cooked vegetables). In the case of liquid products,
the evacuation process should be stopped with the
<Stop> key shortly before the product begins to
boil.
Recommended value: at least 3 s