Chapter4
Operation and Application
Manual of NCH02
- 45 -
workpiece. Under the main page, use manual (MPG) to move the tip of the spindle to the center of
the workpiece surface and then presses + + to set axis coordinates to zero.
Then move the Z axis out of the workpiece surface to the safety height. At this point, the workpiece
zero is confirmed.
4.4 Load and run G code
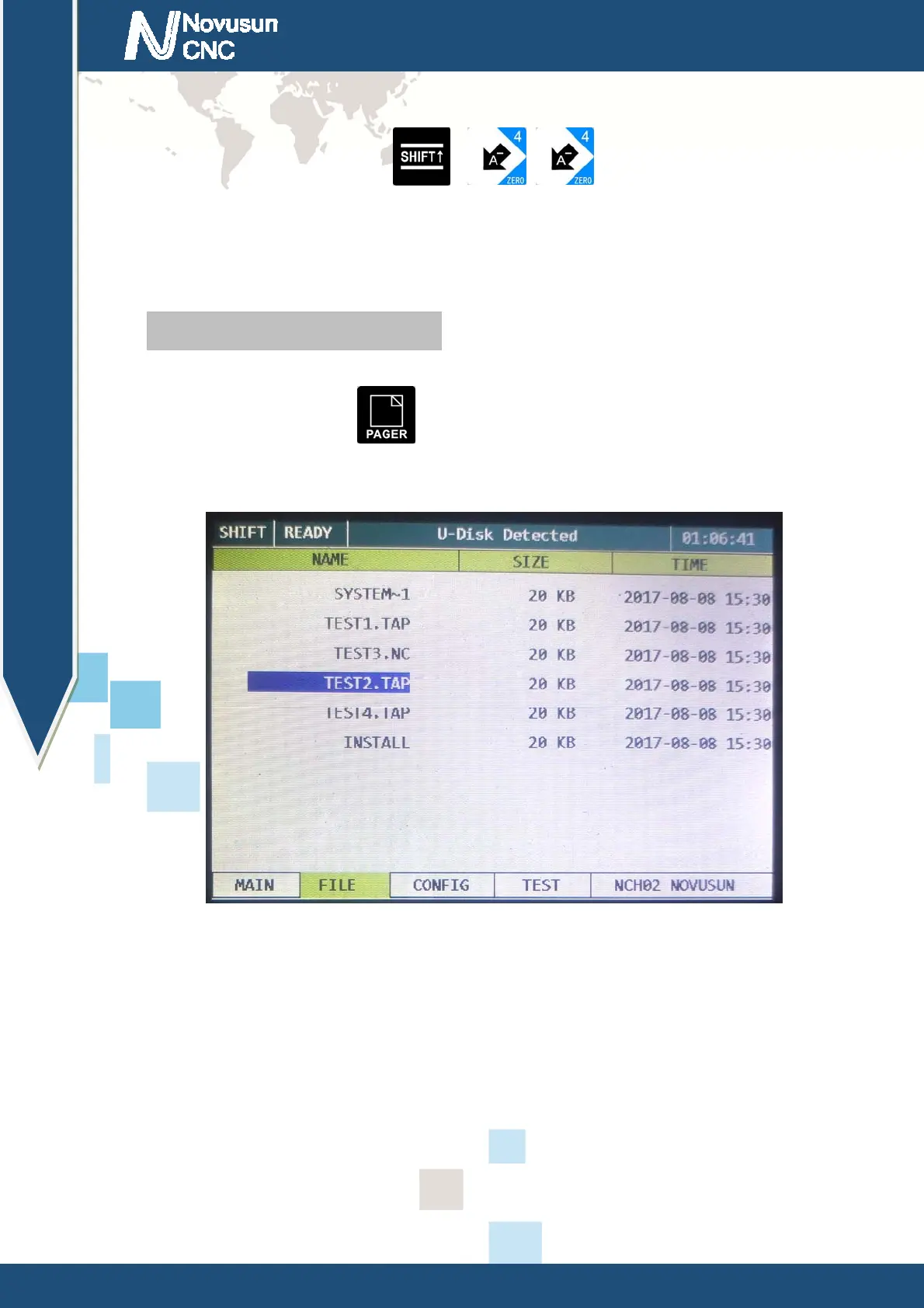
Under the main page, press to switch to file management page, adjust the knob to
select the files that need to be processed. As shown in Figure 4-9, we selected the TEST2.TAP file.
Figure4-9.
select TEST2.TAP file in management page
After selecting a the file, press the confirmation key to automatically load the G code and
automatically return it to the MAIN page. As shown in Figure 4-10, the title bar file display section
has already appeared TEST2.TAP, indicating that the G code file is loaded successfully.
www.nvcnc.net

 Loading...
Loading...


