Version 1.0.4 - 2020-07-2832 Translation of original instruction
MH22V│MH22VD
EN
MH22V_MH22VD_GB_4.fm
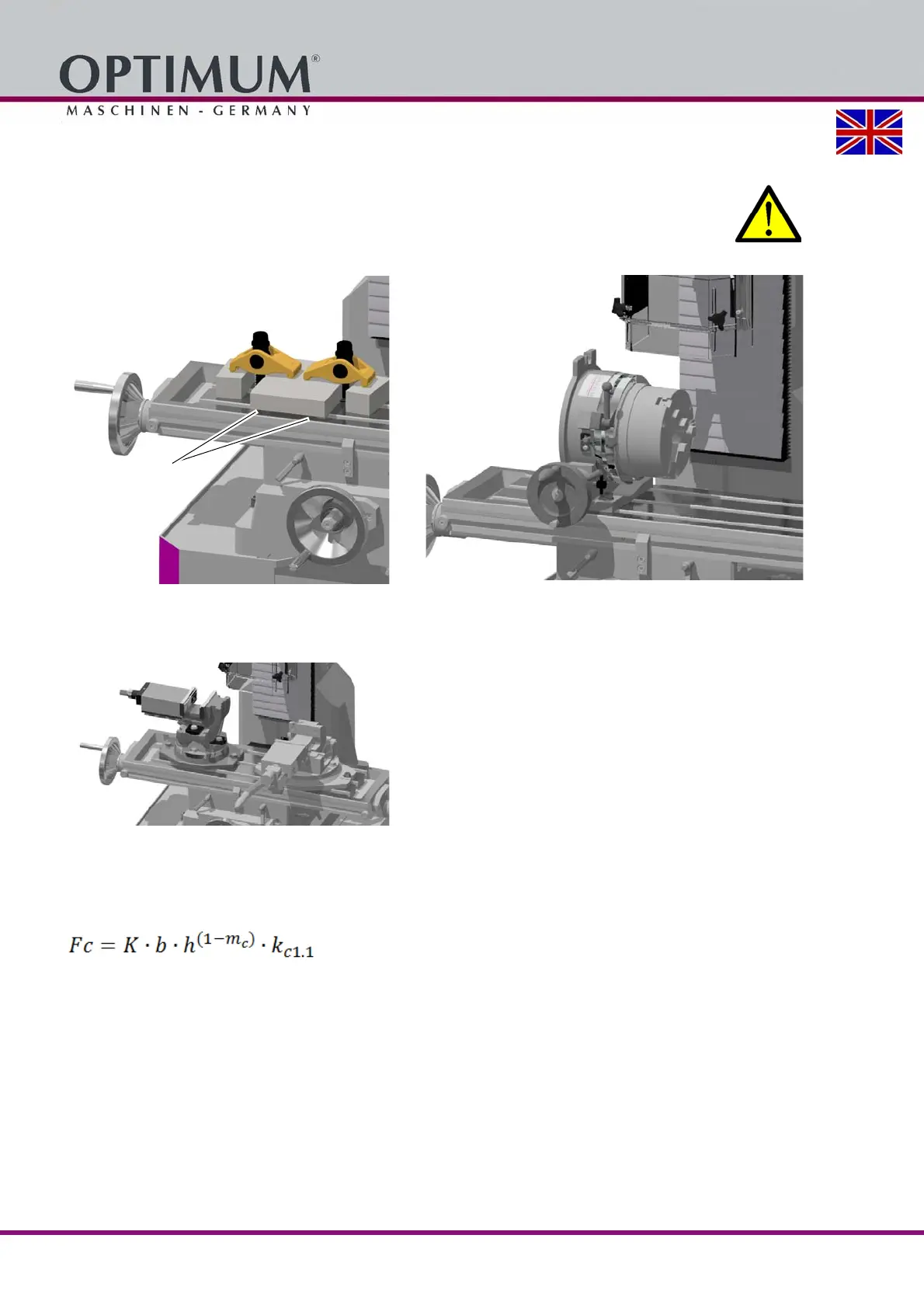
4.12 Clamping the workpieces
CAUTION!
Injuries can be caused by parts flying off.
The workpiece must always be secured to the milling table in a machine vice, chuck or
with another suitable clamping tool, such as a workholding device (clamping claws).
4.12.1 Calculation of the Cutting Forces or Necessary Holding Force when Milling
The cutting force Fc arising between the tool and workpiece when milling can be calculated
using the Viktor/Kienzle formula:
In this formula, there are 5 factors which are completely unknown without more detailed knowl-
edge. However, these factors can be determined using tables.
The specific cutting force kc1.1 and the chip thickness exponent mc are dependent on the
material used. Both parameters are present in tabular reference books and must be investi-
gated for the corresponding material.
Furthermore, for the calculation of the cutting force Fc according to the Kienzle equation, the
chip width b, the chip thickness h, and the correction factor K are needed.
We recommend using a book of machining technology reference tables.
In such handbooks you will find all the necessary and additional information. Such manuals
should bridge the gap between the predominantly theory-oriented textbooks and reference and
table books mostly written with the few theoretical principles in practice.
Parallel
Underlying plates
Dividing device 3356200 + Chuck flange 3356254
+ Chuck jaw 3356225
Workholding device 3352032
+ Parallel underlying plates 3354001
Triple axis chuck 3355500
+ Double axis chuck 3354170