32
Step 29:
Click on “Program” in the menu bar. Drop down and click on
“Individual Program Settings.”
Step 30:
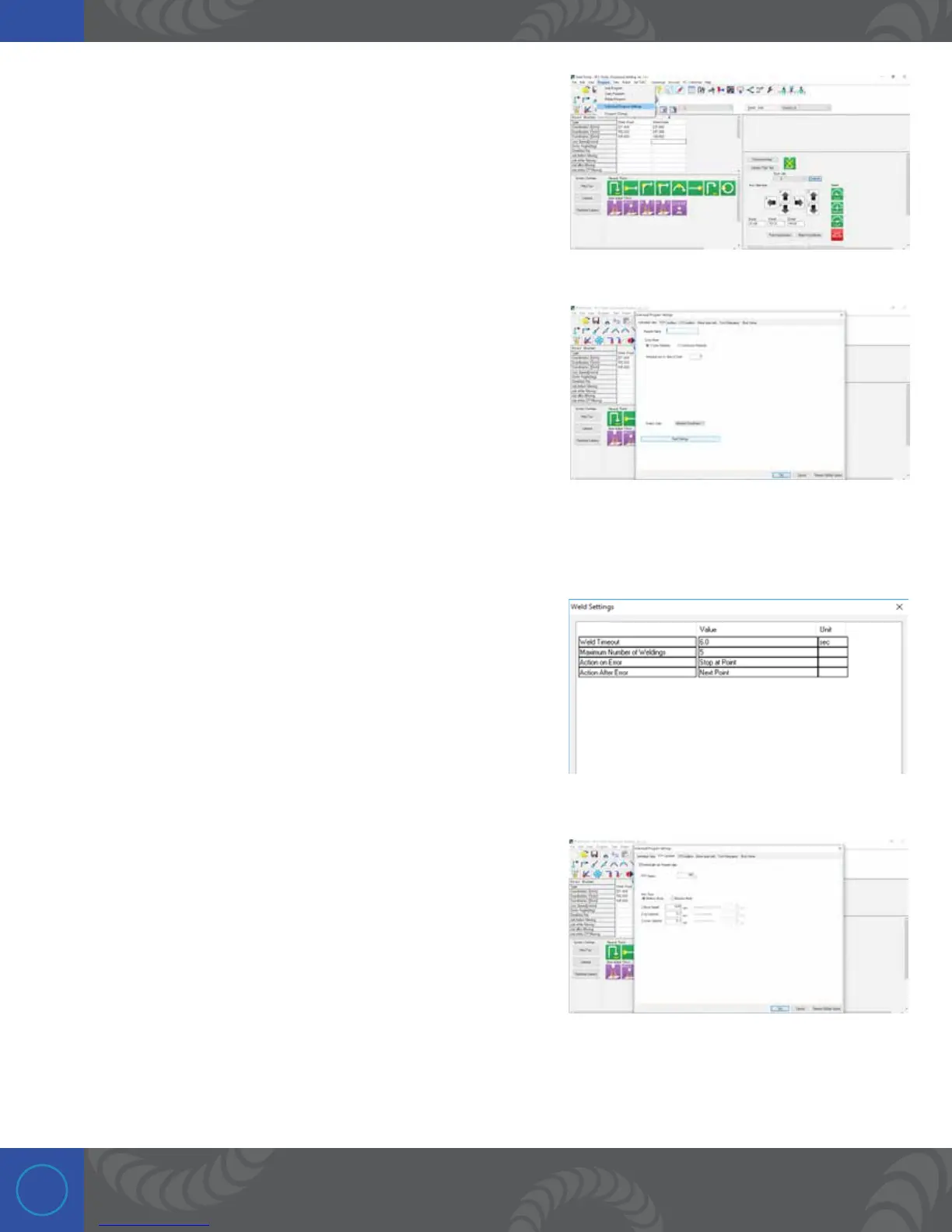
On the “Individual Data” tab, click on the “Weld Settings” button.
Step 31:
Click each of the values above and change them to the following:
Weld Timeout = 6 seconds. Maximum Number of Weldings =
5. Action on Error = “Stop at Pont.” Action After Error = “Next
Point.” Click “OK” when completed.
Step 32:
Click on the PTP Condition tab and make sure the check box
“Individually set Program data” is checked. Change the settings
to match the following: PTP speed = 100%. Type
= Relative Mode. Z move Height = 20mm. Z up Distance = 15mm.
Z down Distance = 15mm. If your fixture requires more Z height
movement you can adjust these to heights that are needed for
your fixture. Press the “OK” button when completed.

 Loading...
Loading...


