Functional characteristics
TIG welding
Item No.: 099-004838-PRA01 47
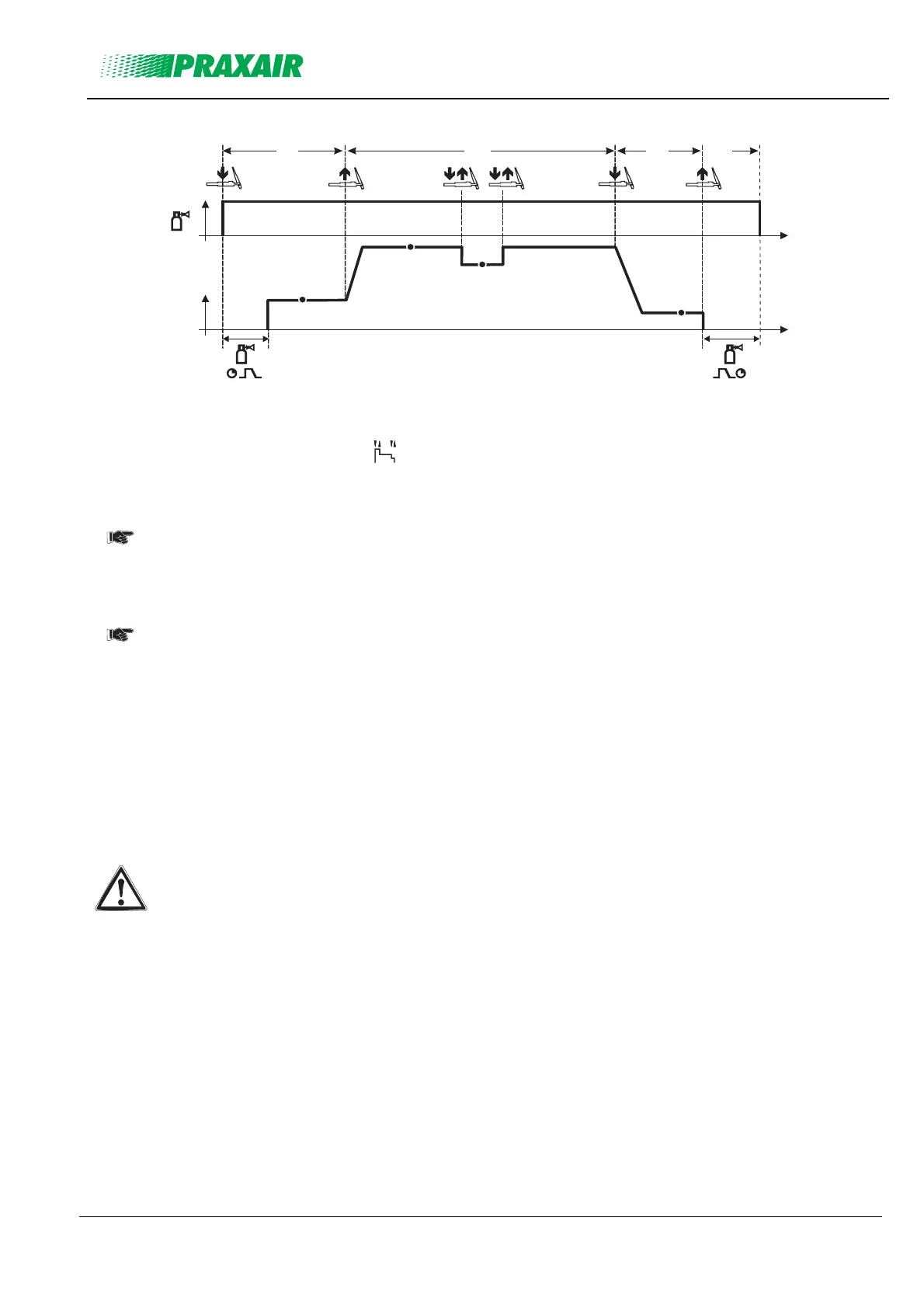
5.3.2.5 Latched special
t
t
I
1. 2. 3. 4.
P
A
P
B
P
END
P
START
Figure 5-20
Selection
• Select latched special mode
.
Step 1
• Press and hold torch trigger.
• Shielding gas is expelled (gas pre-flows).
The arc is ignited using liftarc.
• Welding gas flows at pre-selected setting in start program "P
START
".
Step 2
• Release torch trigger.
• Slope on main program "P
A
".
The slope on main program P
A
is given at the earliest after the set time t
START
elapses and at the
latest when the torch trigger is released.
Tapping can be used to switch to the reduced main program "P
B
". Repeated tapping will switch
back to the main program "P
A
".
Step 3
• Press the torch trigger.
• Slope to end program "P
END
".
Step 4
• Release torch trigger.
• Arc is extinguished.
• Gas post-flow time elapses.
5.3.3 TIG automatic cut-out
If the arc does not ignite after starting or if the arc is interrupted when the torch is moved away,
an automatic cut-out occurs after 5 sec. The gas and open circuit voltage (power unit) are
switched off.