EN-10
MIG MAN
welding
Wire
speed
Voltage (V)
Inductance
2T
4T
SPOT
PW
MIG WELDING
Figure 15 - MIG MAN Display View
Setup Key
for entering the parameters’ setup screen.
Navigation Key
for running thru the parameters.
Right Regulation Knob
for changing the parameters.
3
6 8
5
Connect the earth cable to the Negative output
terminal (minus) - E - on the front of the unit and
the earth clamp to the workpiece.
Plug the torches’ hose into the sockets
– A –, – B –
and – C –
on the front of the welder having care to not
damage the contacts and secure by hand screwing
in the threaded connection.
TORCH SELECTION
Press the trigger of the torch that you need to use
for welding. The display will view the number cor-
respondent to the selected torch. All parameters that
will be changed in the next steps will refer to the
selected torch only.
Press Mode key to enter the MIG menu.
1
MIG MAN WELDING
MIG BASIC SETUP
Starting from all MIG Display Views, hold the Setup
key - 3 - to enter the MIG Basic Setup and change
the MIG patameters set on the Special Setup Menu.
Figure 14 - MIG Basic Setup Screen
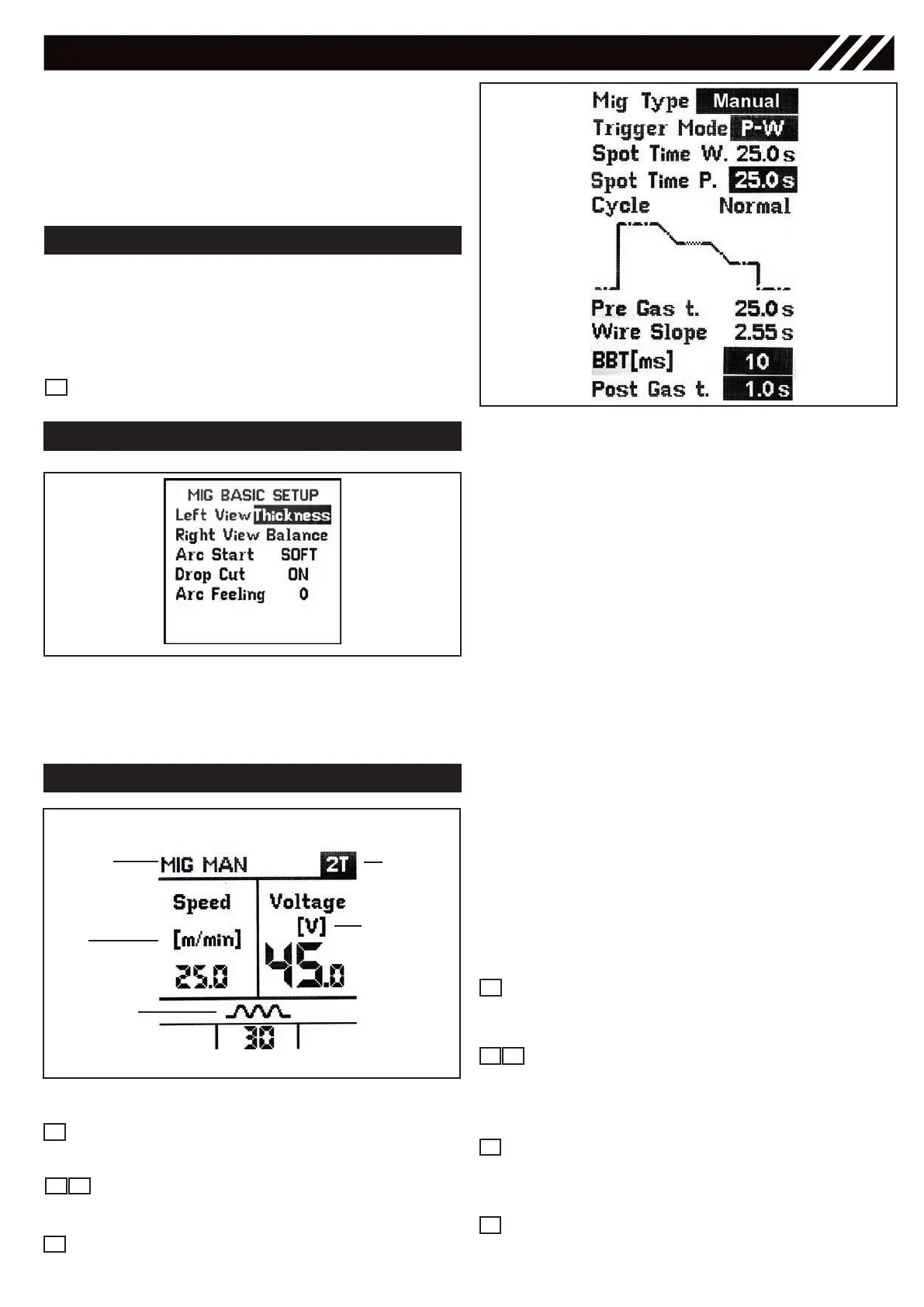
Figure 16 - MIG MAN Setup View
TRIGGER MODE
Selection of the 2Stroke / 4Stroke / Spot Welding
Mode / Pause-Work mode (P-W)
SPOT TIME W
Adjustable only when Spot Welding Mode or P-W
Mode is set: regulation of the maximum duration of
the Spot Welding Time (0-25 sec)
SPOT TIME P
Adjustable only when P-W Mode is set: regulation of
the maximum duration of pause (0-25 sec)
PRE GAS T.
Regulation of the gas outflow before the welding
start (0 – 25 sec.)
WIRE SLOPE
Regulation of time needed to reach wire set speed
after arc striking. Adjustable Time (0-2.55sec)
BBT
Regulation of the lenght of the wire protruding from
the torch at the end of welding (1-250).
POST GAS
Regulation of the gas outflow time at the end of
welding (0 – 25 sec.)
Right Regulation Knob - Voltage
Regulation of the voltage ( 10V to 40V)
Navigation Key - Inductance
Regulation of the electronic inductance value (0-30)
Low Value = colder arc High Value = hotter arc
Left Regulation Knob - Speed
Adjusts the wire speed regulation (1-25 m/min or
39-984 in/min)
Save & Recall
for saving and recalling the points that the operator
can customize. Refer to the chapter “Save & Recall”.
5
6 8
4
7