24
No output power
Cause Faulty torch trigger button.
Solution Replace the faulty component.
Contact the nearest service centre to have the sys-
tem repaired.
Cause The system has overheated (temperature alarm -
yellow LED on).
Solution Wait for the system to cool down without switching
it off.
Cause Incorrect earth connection.
Solution Earth the system correctly.
Read the paragraph “Installation “.
Cause Mains voltage out of range (yellow LED on).
Solution Bring the mains voltage within the power source
admissible range.
Connect the system correctly.
Read the paragraph "Connections ".
Cause Faulty electronics.
Solution Contact the nearest service centre to have the sys-
tem repaired.
Incorrect output power
Cause Faulty potentiometer for the adjustment of the cut-
ting current.
Solution Replace the faulty component.
Contact the nearest service centre to have the sys-
tem repaired.
Cause Faulty electronics.
Solution Contact the nearest service centre to have the sys-
tem repaired.
No pilot arc striking
Cause Faulty torch trigger button.
Solution Replace the faulty component.
Contact the nearest service centre to have the sys-
tem repaired.
Cause Worn nozzle and/or electrode.
Solution Replace the faulty component.
Cause Air pressure too high.
Solution Adjust the air flow.
Read the paragraph “Installation“.
Cause Faulty electronics.
Solution Contact the nearest service centre to have the sys-
tem repaired.
No cutting arc striking
Cause Incorrect earth connection.
Solution Earth the system correctly
Read the paragraph “Installation“.
Cutting arc extinction
Cause Mains voltage out of range.
Solution Connect the system correctly.
Read the paragraph "Connections".
Cause Insufficient air flow rate.
Solution Adjust the air flow.
Cause Damaged pressure switch.
Solution Replace the faulty component.
Cause Air pressure too high.
Solution Adjust the air flow.
Read the paragraph "Installation".
Cause Incorrect cutting mode.
Solution Decrease the cutting travel speed.
Cause Worn nozzle and/or electrode.
Solution Replace the faulty component.
Excessive spatter
Cause Incorrect arc length.
Solution Decrease the distance between the electrode and
the piece.
Excessive dross
Cause Insufficient air pressure.
Solution Adjust the air flow.
Read the paragraph “Installation “.
Cause Incorrect cutting mode.
Solution Increase the travel speed while cutting.
Cause Worn nozzle and/or electrode.
Solution Replace the faulty component.
The nozzle overheats
Cause Insufficient air pressure.
Solution Adjust the air flow.
Read the paragraph “Installation”.
Cause Worn nozzle and/or electrode.
Solution Replace the faulty component.
For any doubts and/or problems do not hesitate to contact
your nearest customer service centre.
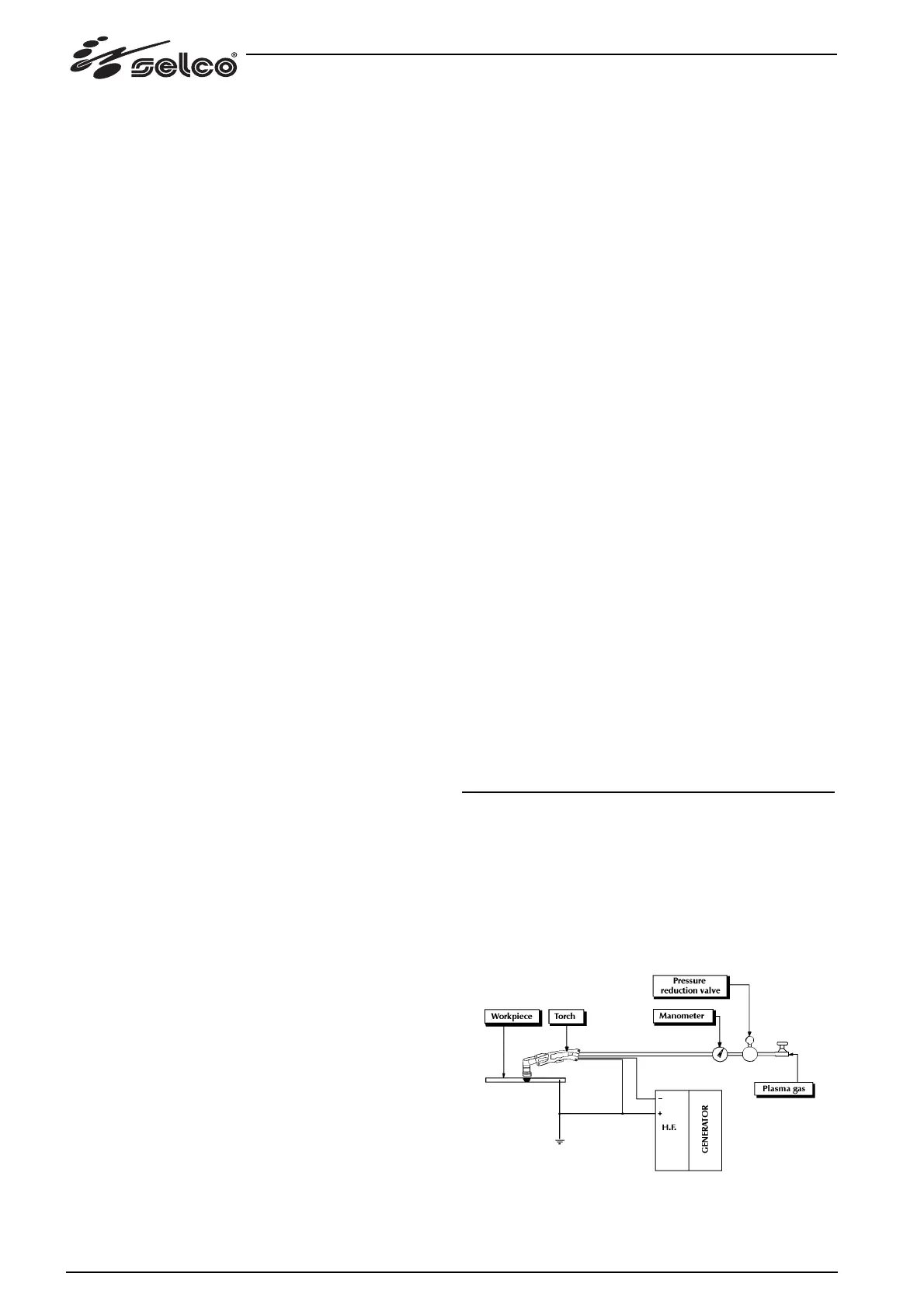
7 PLASMA CUTTING THEORY
A gas becomes a plasma when it is brought to an extremely
high temperature and ionizes wholly or partly, thus becoming
electrically conductive.
Although the plasma exists in every electric arc, by the term
“plasma arc” we refer specifically to a torch for welding/cutting
that uses an electric arc passing through the constricting neck of
a suitable nozzle in order to heat a gas coming out of this same
nozzle, so as to bring it to the plasma state.
Manual plasma cutting unit
 Loading...
Loading...









