96
Orsak Felaktig jordning.
Lösning Jorda aggregatet ordentligt.
Se avsnittet ”Igångsättning”.
Orsak Matarspänningen ligger utanför tillåtet intervall
(den gula kontrollampan lyser).
Lösning Se till att nätspänningen håller sig inom intervallet
för matning av aggregatet.
Anslut aggregatet enligt anvisningarna.
Se avsnittet ”Anslutning”.
Orsak Elektroniskt fel.
Lösning Kontakta närmaste serviceverkstad för reparation
av aggregatet.
Felaktig uteffekt
Orsak Fel på potentiometer för inställning av skärström.
Lösning Byt ut den skadade komponenten.
Kontakta närmaste serviceverkstad för reparation
av aggregatet.
Orsak Elektroniskt fel.
Lösning Kontakta närmaste serviceverkstad för reparation
av aggregatet.
Pilotljusbågen tänds inte
Orsak Fel på brännarknappen.
Lösning Byt ut den skadade komponenten.
Kontakta närmaste serviceverkstad för reparation
av aggregatet.
Orsak Munstycket och/eller elektroden utslitna.
Lösning Byt ut den skadade komponenten.
Orsak För högt lufttryck.
Lösning Justera gasflödet.
Se avsnittet ”Igångsättning”.
Orsak Elektroniskt fel.
Lösning Kontakta närmaste serviceverkstad för reparation
av aggregatet.
Ingen övergång till ljusbåge
Orsak Felaktig jordning.
Lösning Jorda aggregatet ordentligt.
Se avsnittet ”Igångsättning”.
Ljusbågen slocknar
Orsak Matarspänningen ligger utanför tillåtet intervall
Lösning Anslut aggregatet enligt anvisningarna.
Se avsnittet ”Anslutning”.
Orsak Otillräckligt gasflöde.
Lösning Justera gasflödet.
Orsak Fel på tryckvakten.
Lösning Byt ut den skadade komponenten.
Orsak För högt lufttryck.
Lösning Justera gasflödet.
Se avsnittet ”Igångsättning”.
Orsak Felaktigt utförd skärning.
Lösning Sänk frammatningshastigheten för skärning.
Orsak Munstycket och/eller elektroden utslitna.
Lösning Byt ut den skadade komponenten.
Mycket stänk
Orsak Felaktig båglängd.
Lösning Minska avståndet mellan elektroden och arbets-
stycket.
Hög skäggbildning
Orsak Otillräckligt lufttryck.
Lösning Justera gasflödet.
Se avsnittet ”Igångsättning”.
Orsak Felaktigt utförd skärning.
Lösning Öka frammatningshastigheten för skärning.
Orsak Munstycket och/eller elektroden utslitna.
Lösning Byt ut den skadade komponenten.
Överhettning av dysan
Orsak Otillräckligt lufttryck.
Lösning Justera gasflödet.
Se avsnittet ”Igångsättning”.
Orsak Munstycket och/eller elektroden utslitna.
Lösning Byt ut den skadade komponenten.
Kontakta närmaste serviceverkstad vid tveksamheter och/
eller problem.
7 TEORETISKA PRINCIPER FÖR
PLASMASKÄRNING
När en gas upphettas till mycket hög temperatur övergår den
till plasma och joniseras mer eller mindre helt så att den blir
elektriskt ledande.
Även om det finns plasma i alla elektriska bågar hänför sig
beteckningen plasmabåge (PLASMA ARC) mer specifikt till brän-
nare för svetsning eller skärning som med hjälp av en elektrisk
båge, vilken tvingas passera igenom en speciell dysa, värmer
upp en gas som strömmar ut ur denna dysa tills den övergår till
plasma.
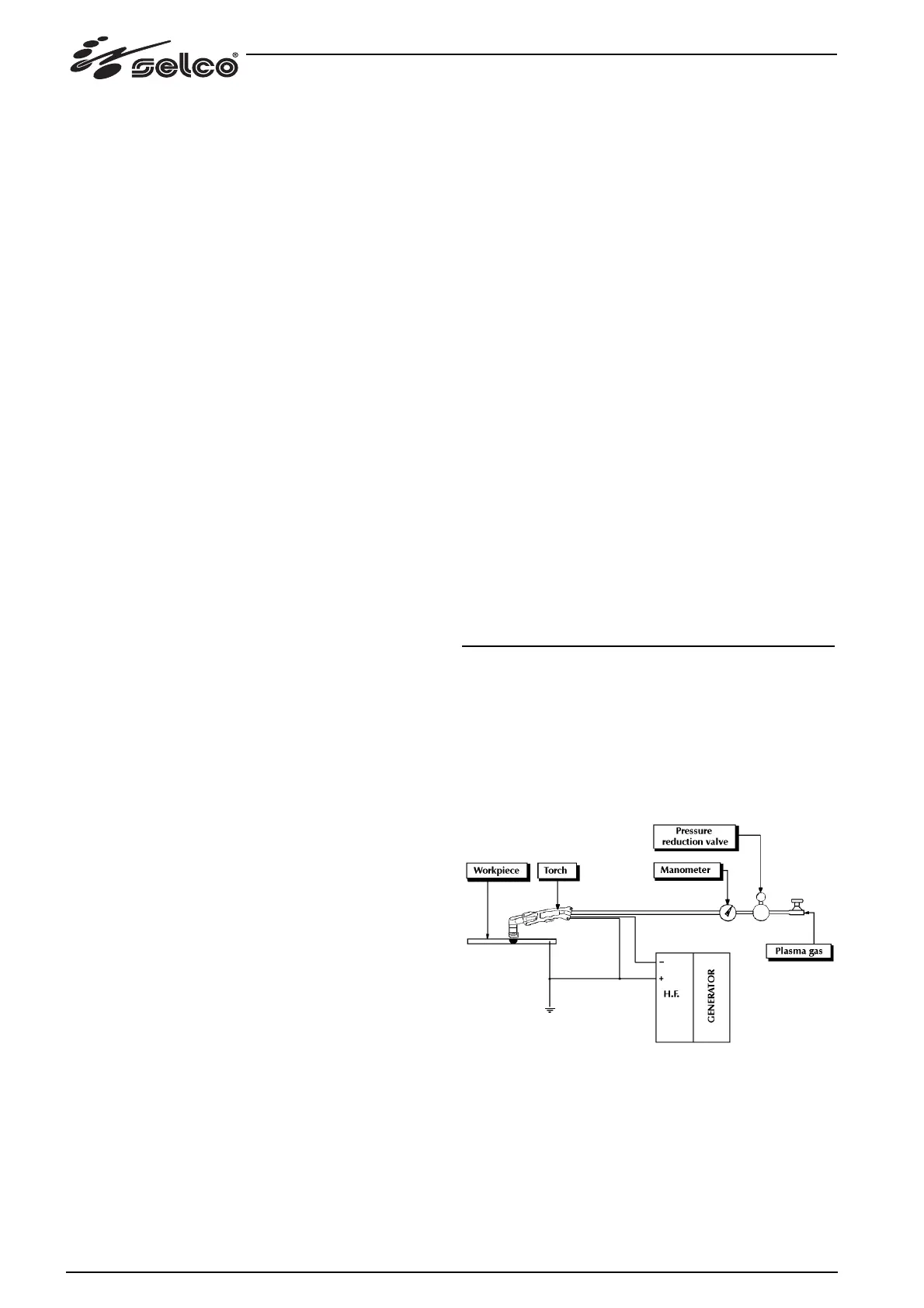
Manuellt plasmaskärningssystem
 Loading...
Loading...









