808D ADVANCED Page 25 Programming and Operating — Turning
Create Part
Program
Part 1
s
Content
BASIC THEORY
Controlling
the spindle
Moving to a
fixed
position
Unit Description
This unit describes how to create and edit a part program, and get to know
the most important CNC commands required to produce a workpiece.
Unit Content
Program
structure
Create
program
Edit
program
Imperial
and Metric
system
Definition of
target
position
Rapid
motion
Tools and
motion
Behavior at
corners
Turning
circles and
arcs
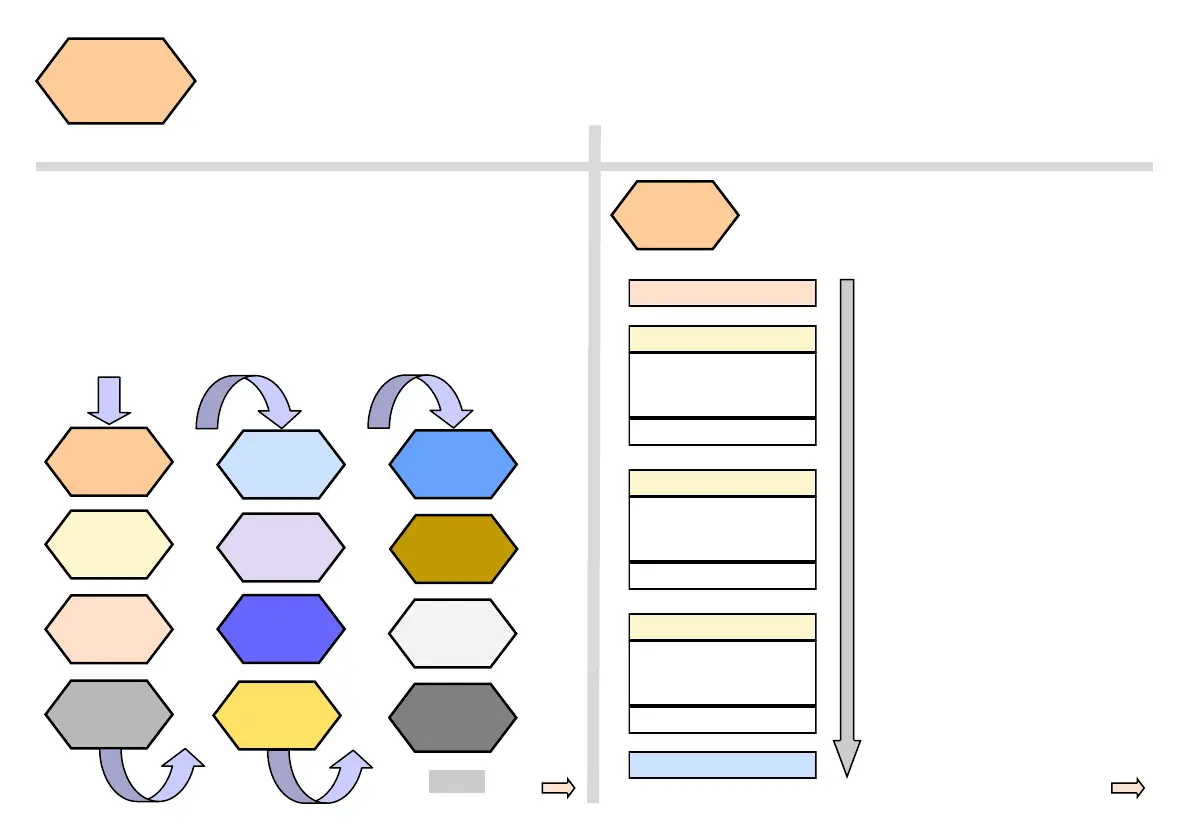
Program
structure
A standard program structure is not needed but is
recommended in order to provide clarity for the
machine operator. Siemens recommends the
following structure:
Return to change tool
T,F,S function
Geometry data / motion
Return to change tool
T,F,S function
Geometry data / motion
Return to change tool
T,F,S function
Geometry data / motion
Return to change tool
End/stop position
N5 G17 G90 G54 G71
N10 T1 D1
N15 S5000 M3 G95 F0.3
N20 G00 X100 Z2
N25 G01 Z-5
N30 X105
N35 G00 SUPA X300 Z50 D0
N40 T2 D1
N45 S3000 M3 G95 F0.2
N50 G00 X99 Z2
N55 G01 Z-5
N60 X105
N65 G00 SUPA X300 Z50 D0
N70 T3 D1
N75 S3000 M3 G95 F0.2
N80 G00 X105 Z-25
N85 G01 X90
N90 X105
N95 G00 SUPA X300 Z50 D0
M30
Setting a
delay in the
program
End

 Loading...
Loading...












