04.97 Programming of Traversing Blocks
4.4 Zero point offset G53, G54 bis G59
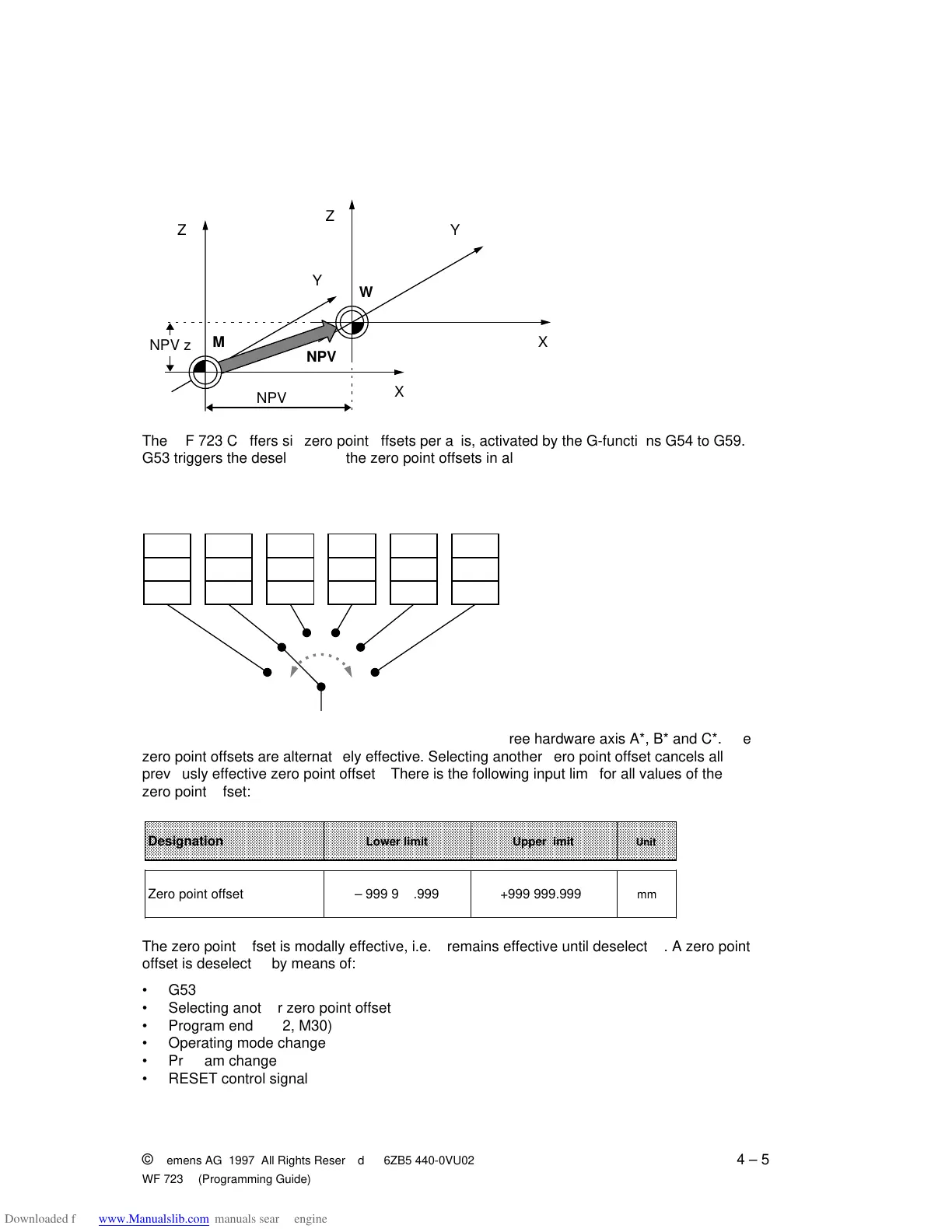
The zero point offset is the distance between the workpiece zero point W and the machine
zero point M.
a
a
X
a
a
Z
X
Z
a
a
Y
a
a
Y
a
a
a
a
M
a
a
W
a
a
a
a
a
a
a
a
a
a
a
a
a
a
NPV x
NPV z
a
a
a
a
a
a
a
a
a
a
NPV
The WF 723 C offers six zero point offsets per axis, activated by the G-functions G54 to G59.
G53 triggers the deselection of the zero point offsets in all axes.
a
a
a
a
a
a
a
a
a
a
a
a
G54
a
a
a
a
a
a
a
a
a
a
a
a
A*
a
a
a
a
a
a
a
a
a
a
a
a
B*
a
a
a
a
a
a
a
a
a
a
a
a
C*
a
a
a
a
a
a
a
a
a
a
a
a
1st
a
a
a
a
a
a
a
a
a
a
a
a
G55
a
a
a
a
a
a
a
a
a
a
a
a
A*
a
a
a
a
a
a
a
a
a
a
a
a
B*
a
a
a
a
a
a
a
a
a
a
a
a
C*
a
a
a
a
a
a
a
a
a
a
a
a
2nd
a
a
a
a
a
a
a
a
a
a
a
a
G56
a
a
a
a
a
a
a
a
a
a
a
a
A*
a
a
a
a
a
a
a
a
a
a
a
a
B*
a
a
a
a
a
a
a
a
a
a
a
a
C*
a
a
a
a
a
a
a
a
a
a
a
a
3rd
a
a
a
a
a
a
a
a
a
a
a
a
G57
a
a
a
a
a
a
a
a
a
a
a
a
A*
a
a
a
a
a
a
a
a
a
a
a
a
B*
a
a
a
a
a
a
a
a
a
a
a
a
C*
a
a
a
a
a
a
a
a
a
a
a
a
4th
a
a
a
a
a
a
a
a
a
a
a
a
G58
a
a
a
a
a
a
a
a
a
a
a
a
A*
a
a
a
a
a
a
a
a
a
a
a
a
B*
a
a
a
a
a
a
a
a
a
a
a
a
C*
a
a
a
a
a
a
a
a
a
a
a
a
5th
a
a
a
a
a
a
a
a
a
a
a
a
G59
a
a
a
a
a
a
a
a
a
a
a
a
A*
a
a
a
a
a
a
a
a
a
a
a
a
B*
a
a
a
a
a
a
a
a
a
a
a
a
C*
a
a
a
a
a
a
a
a
a
a
a
a
6th
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
Settable zero point offset
Each zero point offset includes the values defining the three hardware axis A*, B* and C*. The
zero point offsets are alternatively effective. Selecting another zero point offset cancels all
previously effective zero point offsets. There is the following input limit for all values of the
zero point offset:
Designation
Lower limit Upper limit
Unit
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
Zero point offset – 999 999.999 +999 999.999
mm
The zero point offset is modally effective, i.e. it remains effective until deselected. A zero point
offset is deselected by means of:
• G53
• Selecting another zero point offset
• Program end (M02, M30)
• Operating mode change
• Program change
• RESET control signal
©
Siemens AG 1997 All Rights Reserved 6ZB5 440-0VU02
4 – 5
WF 723 C (Programming Guide)
 Loading...
Loading...

