Programming of Traversing Blocks 04.97
4.11.7 External block change (G50, G51)
With the "External block change" function, a flying block change takes place, triggered by a
fast input. In addition, it is possible to read out the actual value saved at the moment of arrival
of the fast input (flying measured value). The fast input must be programmed with the
"External block change" function.
G50: Absolute dimension for external block change
G51: Incremental dimension for external block change
The G-functions G50 und G51 are only effective block by block and must be newly selected if
required.
The rapid input must be preset in MD 15 of the programmed axis.
Example:
Programming:
N10 G90 G77 X100.000 FX4000.00
N15 G50(G51) X200.000 FX2000.00
N20 G90 X300.000 FX4000.00
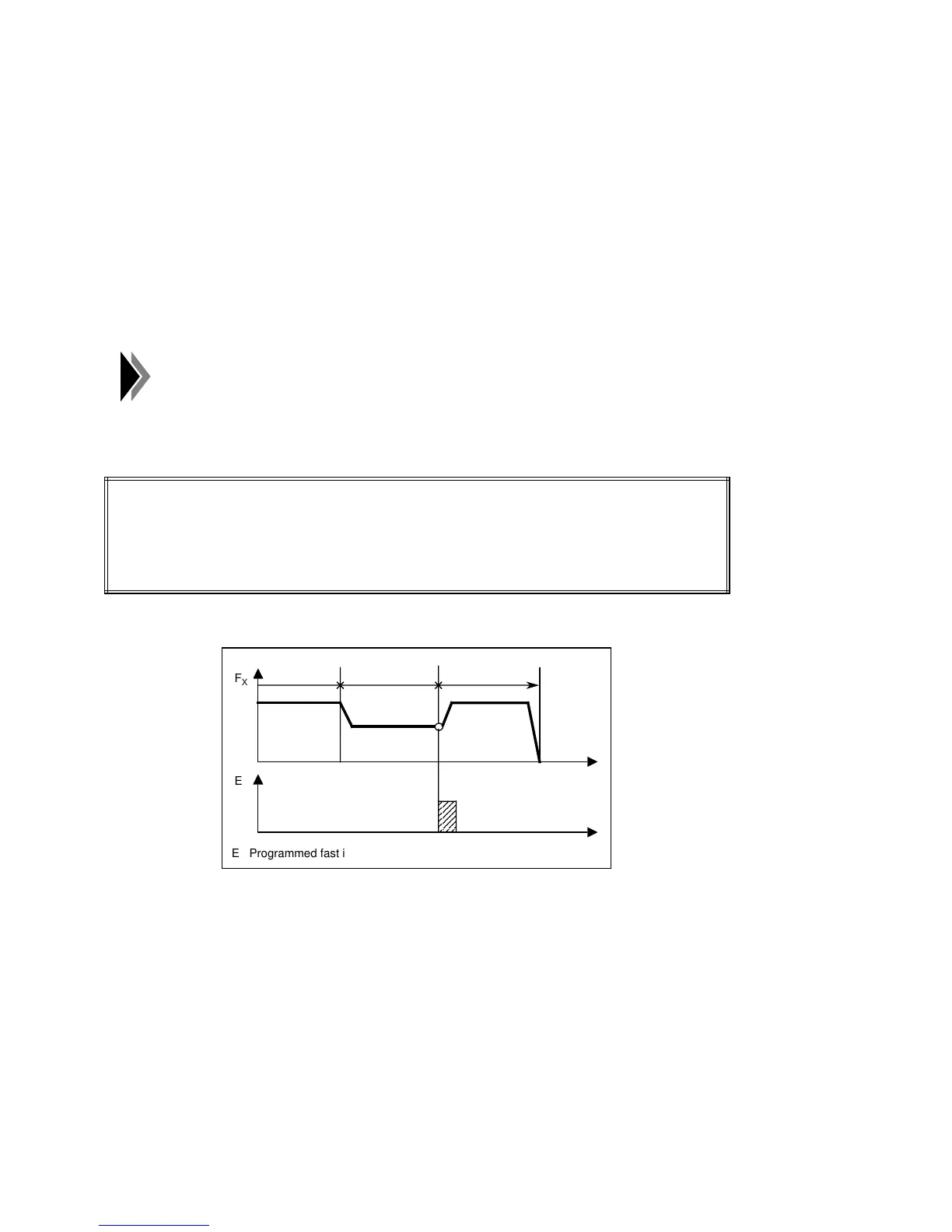
Program sequence:
t
t
➁
➀
N20N15N10
a
a
a
a
a
a
a
a
F
X
E
E Programmed fast input
➀
The transition from N10 to N15 is effected on the fly.
➁
The axis traverses until a signal change from 0 to 1 (24 V) takes place at the fast input.
This triggers two reactions:
– Flying block change and, therefore, immediate processing of block N20
– Saving of the current position encoder actual value
By means of the command "read out flying measured value", the saved position
encoder actual value can be read out.
4 – 34 ©
Siemens AG 1997 All Rights Reserved 6ZB5 440-0VU02
WF 723 C (Programming Guide)
 Loading...
Loading...

