04.97 Programming of Traversing Blocks
4.11.6 M-functions
The M-functions are optional parts of a traversing block. In connection with the moment of
output of the M-function, different block transitions take place.
4.11.6.1 Output of M-functions during positioning
Output of M-functions and traversing movement take place when the execution of the
traversing block is enabled.
Programming:
N10 G01 X100.000 F4000.00 M1=9
N20 X200.000 M1=10
N30 G77 X300.000 FX4000.00 M1=11
N40 X400.000 M1=12
N50 M1=13
N60 X500.000 M1=14
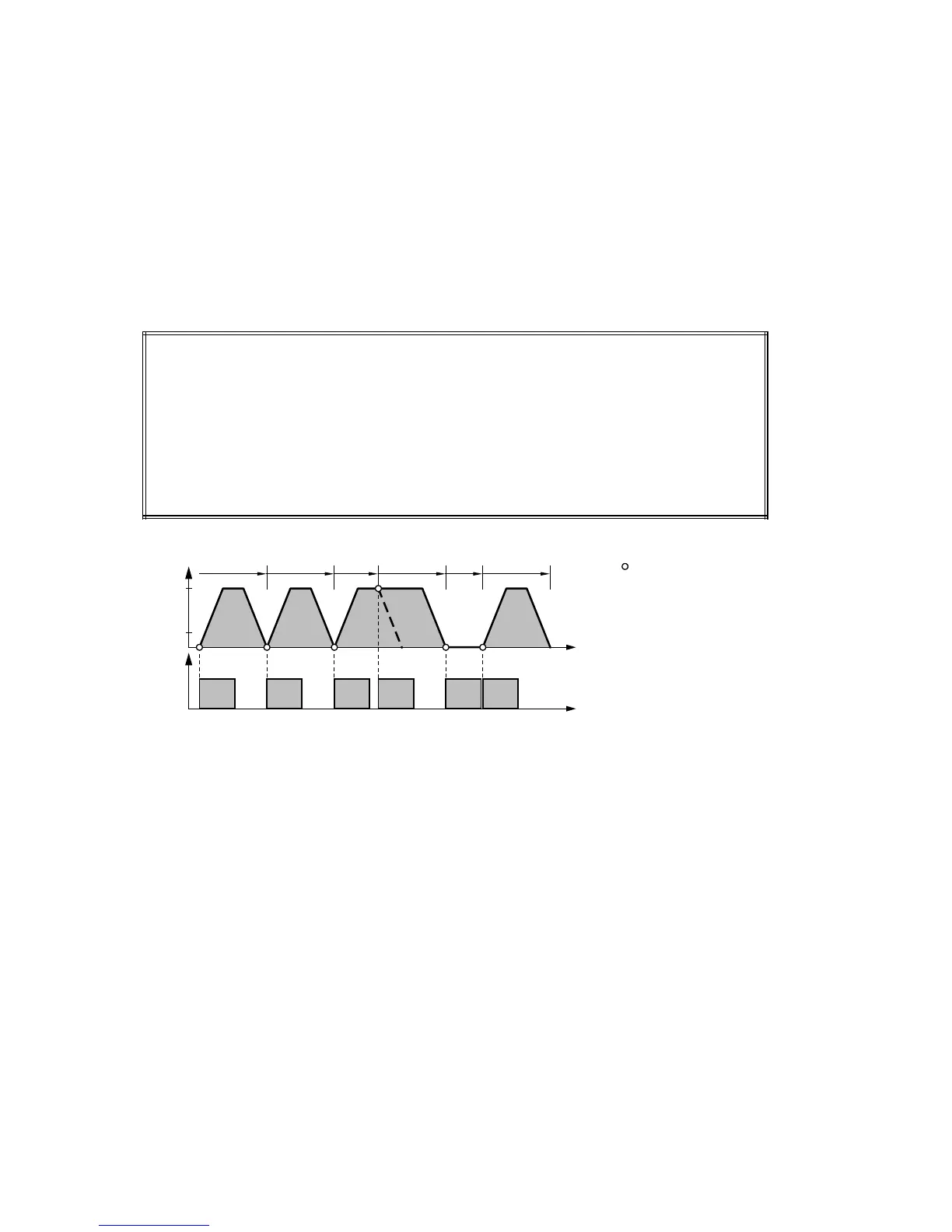
N10 N20 N30 N40
V
x
4000
1000
N50
M
t
t
N60
M9 M10 M11 M12 M13 M14
Moment of execution
enable for the next
traversing block
N10: The M-function M9 is output upon start of the axis.
N20: As the interpolation G01 is active, the block change N10 ➯ N20 takes place at
"digital 0". Therefore, M10 is output at "digital 0".
N30: A transition of the coupling type "interpolation G01 to chaining G77" takes place.
Therefore, M11 is also output at "digital 0".
N40: The block transition N30 ➯ N40 is flying, i.e. the block change and, consequently,
the output of M12 take place in the theoretical braking point.
N50: As only one M-function has been programmed in block N50, M13 is output at "digital
0" of block N40.
N60: At the end of the M-output M13, N60 is read in and at the same time M14 is output.
The utilization of G60 (exact stop) or G66/G67 (loop-over window 1/2) influences the execution
enable of the traversing block and, therefore, the M-output.
©
Siemens AG 1997 All Rights Reserved 6ZB5 440-0VU02
4 – 31
WF 723 C (Programming Guide)
 Loading...
Loading...

