Tool Offsets 04.97
6.3.2 Tool length wear
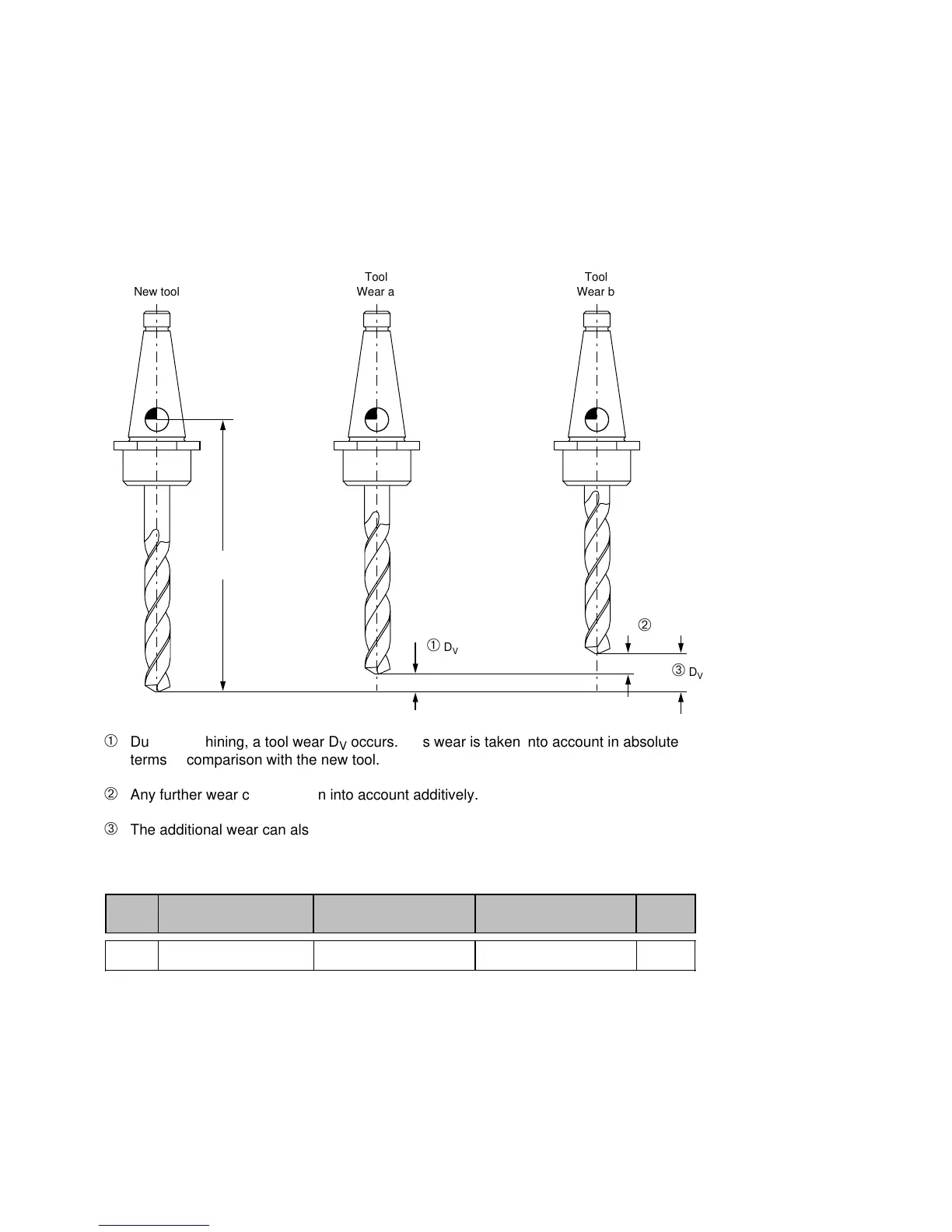
By means of the tool length wear, a change of the tool length due to wear can be
compensated in two ways:
Absolute: Defining a fixed value of wear
Additive: Adding an offset value to the actual contents of the tool length wear.
D
L
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
New tool
a
a
a
a
a
a
a
a
a
a
a
a
➀
D
V
a
a
a
a
➁
a
a
a
a
a
a
a
a
a
a
➂
D
V
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
Tool
Wear a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
Tool
Wear b
➀
During machining, a tool wear D
V
occurs. This wear is taken into account in absolute
terms in comparison with the new tool.
➁
Any further wear can be taken into account additively.
➂
The additional wear can also be considered absolutely.
Abbre-
viation
Designation
Lower limit Upper limit
Unit
P5 Tool length wear 1 – 2, 000 + 2, 000
mm
6 – 4 ©
Siemens AG 1997 All Rights Reserved 6ZB5 440-0VU02
WF 723 C (Programming Guide)
 Loading...
Loading...

