04.97 Programming of Traversing Blocks
4.11 Block transitions
Traversing programs are executed according to the programmed sequence of traversing
blocks. Depending on the contents of the traversing blocks, there are various block transitions.
4.11.1 Maximum loop-over G64
G64 is active in basic position. G64 is modally effective. Maximum loop-over means that
consecutive movement blocks are traversed in the shortest time possible and with the smallest
speed reductions possible. In this way, very fast sequences of movements are possible.
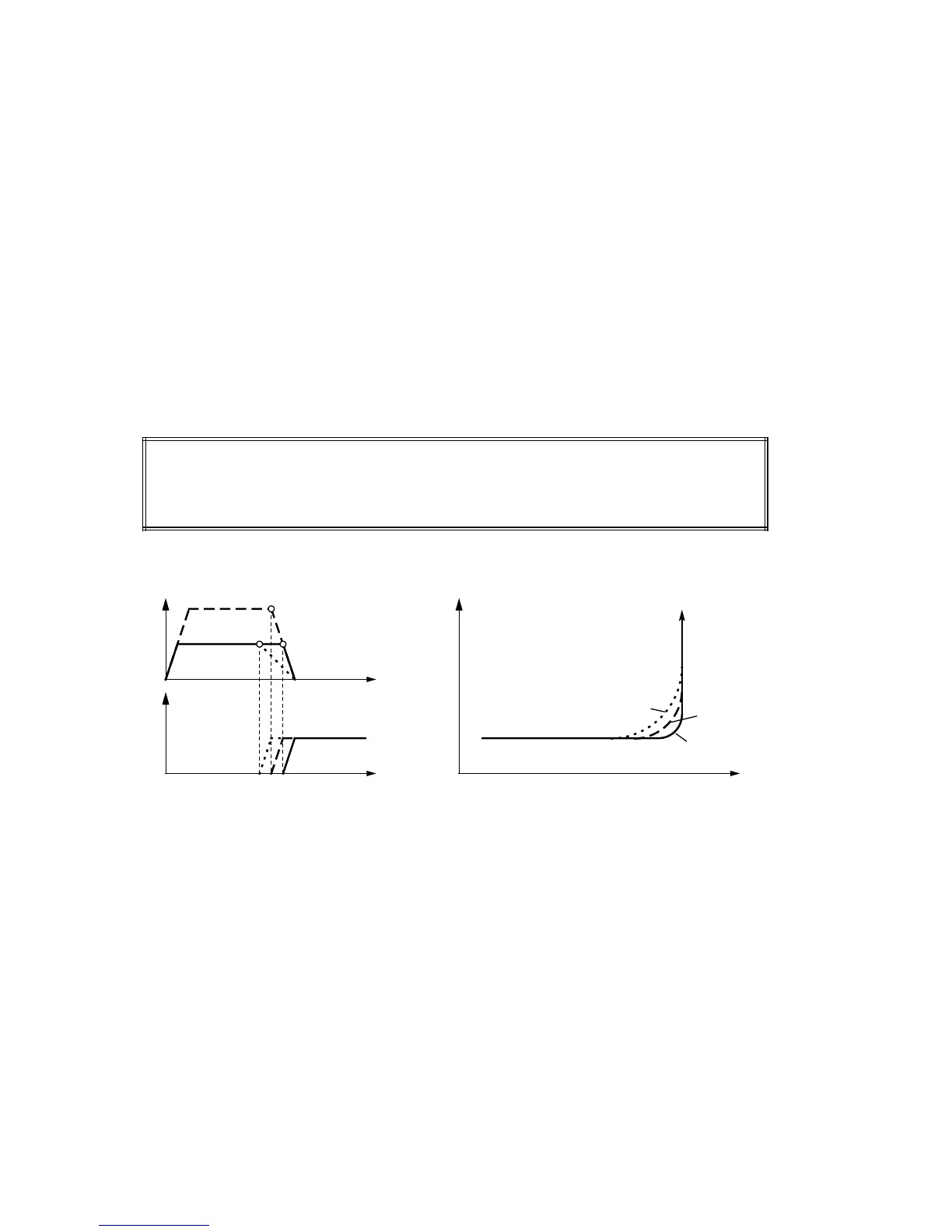
The so-called braking point is of great importance for the block transition; it determines the
earliest possible moment of a block change. The braking point is the moment when an axis
would have to start braking in order to stop at the programmed point of destination or slow
down to the new velocity. Therefore, this braking point depends on the selected deceleration
(braking ramp) and the current velocity.
Programming:
N10 X100.000
N20 Y100.000
➀
➂
➁
Coordinate system
Y
X
➀
➁
➂
Loop-over behaviour with
different braking points
F
x
F
y
➀
Braking point at low speed ➯ small loop-over
➁
Braking point at high speed ➯ larger loop-over
➂
Braking point with flat braking ramp ➯ large loop-over
©
Siemens AG 1997 All Rights Reserved 6ZB5 440-0VU02
4 – 19
WF 723 C (Programming Guide)
 Loading...
Loading...

