Programming of Traversing Blocks 04.97
• Chaining (G76, G77) with maximum loop-over (G64)
Programming:
N10 G90 G77 X100.000 FX1000.00
N20 Y100.000 FY1000.00
N30 Y200.000 FY2000.00
N40 X200.000 Y385.000
N50 X400.000 Y485.000 FX2000.00
N60 X500.000 Y650.000
N10 N20 N30
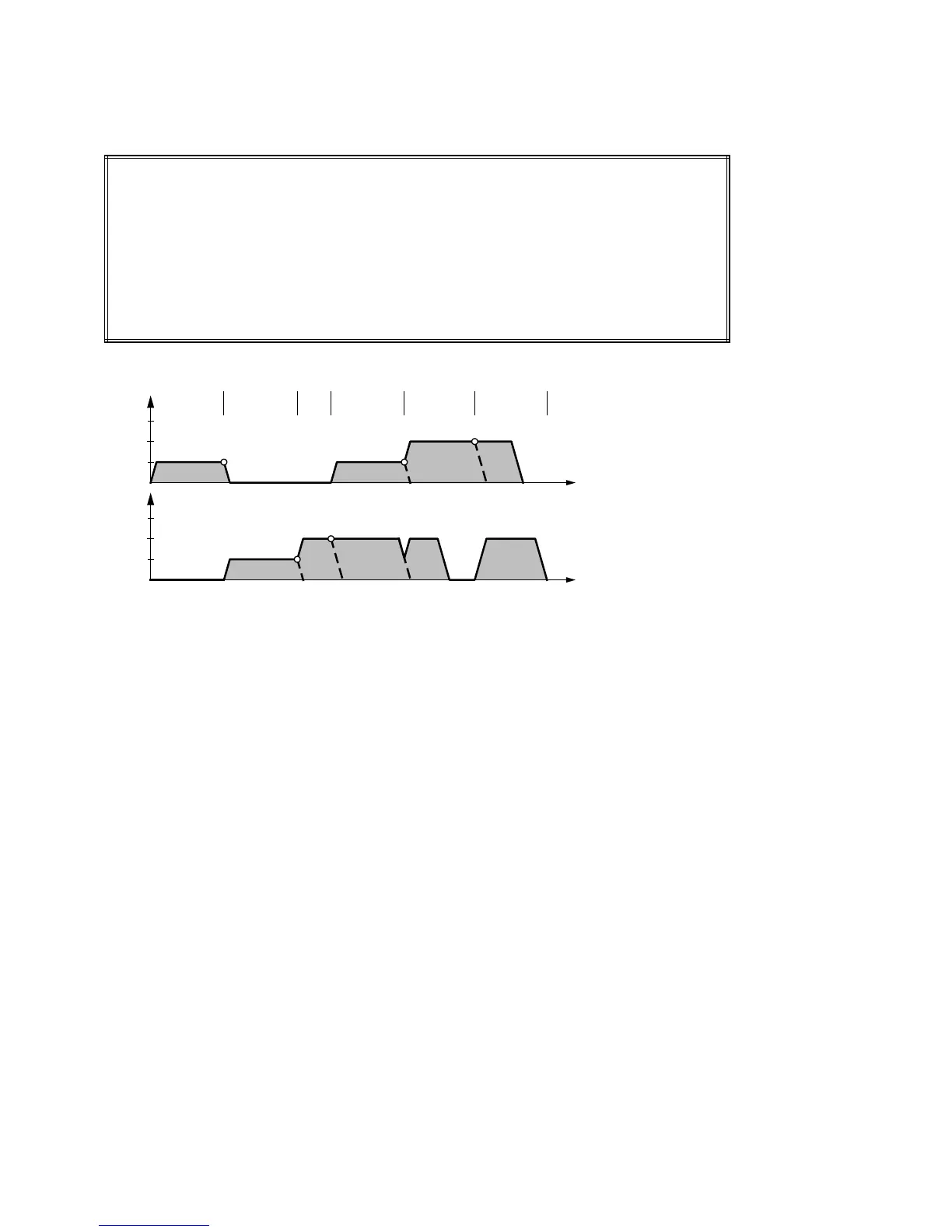
v-t diagrams:
t
t
N40V
x
3000
1000
V
y
3000
1000
N50 N60
N10: The X-axis moves with velocity FX1000.00 to position X100.000.
N20: In the braking point of the X-axis, the Y-axis is started and moves with velocity
FY1000.00 in the direction of position Y100.000.
N30: At the braking point, the Y-axis accelerates to its new velocity FY2000.00.
N40: While the Y-axis approaches the new position Y385.000 without speed reduction, the
X-axis is started. As this axis needs more time to reach its point of destination, the Y-
axis starts to brake.
N50: The X and Y-axes accelerate to their respective velocities. As the Y-axis reaches its
destination earlier, it stops in its position and waits until the X-axis has reached its
braking point.
N60: At the braking point of the X-axis, the Y-axis accelerates again. The two axes move
up to their destinations and stop.
4 – 20 ©
Siemens AG 1997 All Rights Reserved 6ZB5 440-0VU02
WF 723 C (Programming Guide)
 Loading...
Loading...

