04.97 Programming of Traversing Blocks
By means of the command "External block change option", you can define the behaviour of
the WF 723 C if the fast input is not selected.
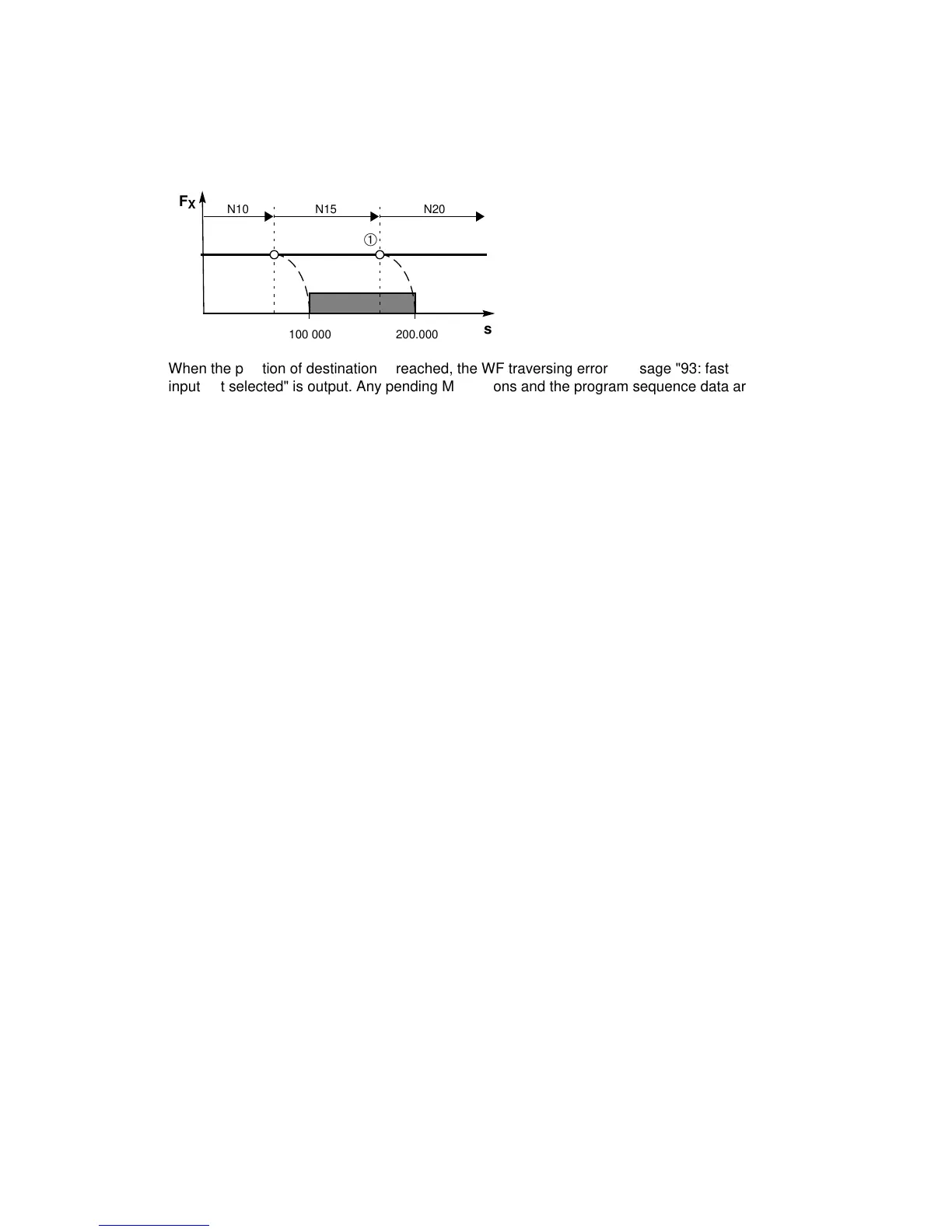
• Option type 0 (error message; basic position)
The axis traverses to the correspon-
ding position of destination (G50:
200.000; G51: 300.000). Within the
grey area of the figure, a positive
edge causes a block change at the
"fast input". If the "fast input" is not
selected up to the braking point
➀
,
the axis starts to brake and waits for
the signal change until the
programmed position is reached.
a
a
a
a
➀
a
a
a
a
a
a
N20
a
a
a
a
a
a
N15
a
a
s
a
a
a
a
a
a
N10
a
a
a
a
a
a
F
X
a
a
a
a
a
a
a
a
a
a
a
a
a
a
100.000
a
a
a
a
a
a
a
a
a
a
a
a
a
a
200.000
When the position of destination is reached, the WF traversing error message "93: fast
input not selected" is output. Any pending M functions and the program sequence data are
deleted. To continue the program in this case with block number N20, a block search
forwards to N20 must be made after error acknowledgment.
• Option type 1 (flying block cnage)
Even if up to the braking point of N15 the "fast input" was not selected, a flying block
change to block N20 will be effected. The program is continued without interruption.
Special cases:
• The block position in N20 is smaller than the actual position of the position encoder at the
moment of arrival of the fast input:
The axis must stop via the deceleration ramp and then approach the position in opposite
direction.
• G91, and not G90, has been programmed in block N20:
The programmed position in N20 refers to the actual value of the position encoder at the
moment of arrival of the fast input (flying measured value).
• Block N20 only contains M-functions or a dwell time:
The axis is stopped via the brake ramp.
• Block N20 is the program end:
The axis is stopped via the brake ramp.
• Block N15 contains an M-function which has not yet been acknowledged:
The traversing movement is stopped via the brake ramp, but the block changes only after
the M-function has been acknowledged.
Restrictions:
• In a traversing block with G50 or G51, only one axis may be programmed.
• In the block following G50 or G51, too, only one axis may be programmed, and this must
be the same axis.
• To obtain a flying block change (without stop of the axis) when changing from a traversing
block with G50/G51 to the following traversing block, G76 (chaining with quick traverse) or
G77 (chaining with axis velocity) and G64 (maximum loop-over) must be active.
• External block change in synchronism is illegal.
©
Siemens AG 1997 All Rights Reserved 6ZB5 440-0VU02
4 – 35
WF 723 C (Programming Guide)
 Loading...
Loading...

