Programming of Traversing Blocks 04.97
• Chaining (G76, G77) with loop-over (G66, G67)
Programming:
N10 G90 G77 G66 X100.000 FX1000.00
N20 Y100.000 FY1000.00
N30 Y300.000 FY2000.00
N40 X300.000 Y500.000
N50 X500.000 Y700.000 FX2000.00
N10 N20 N30
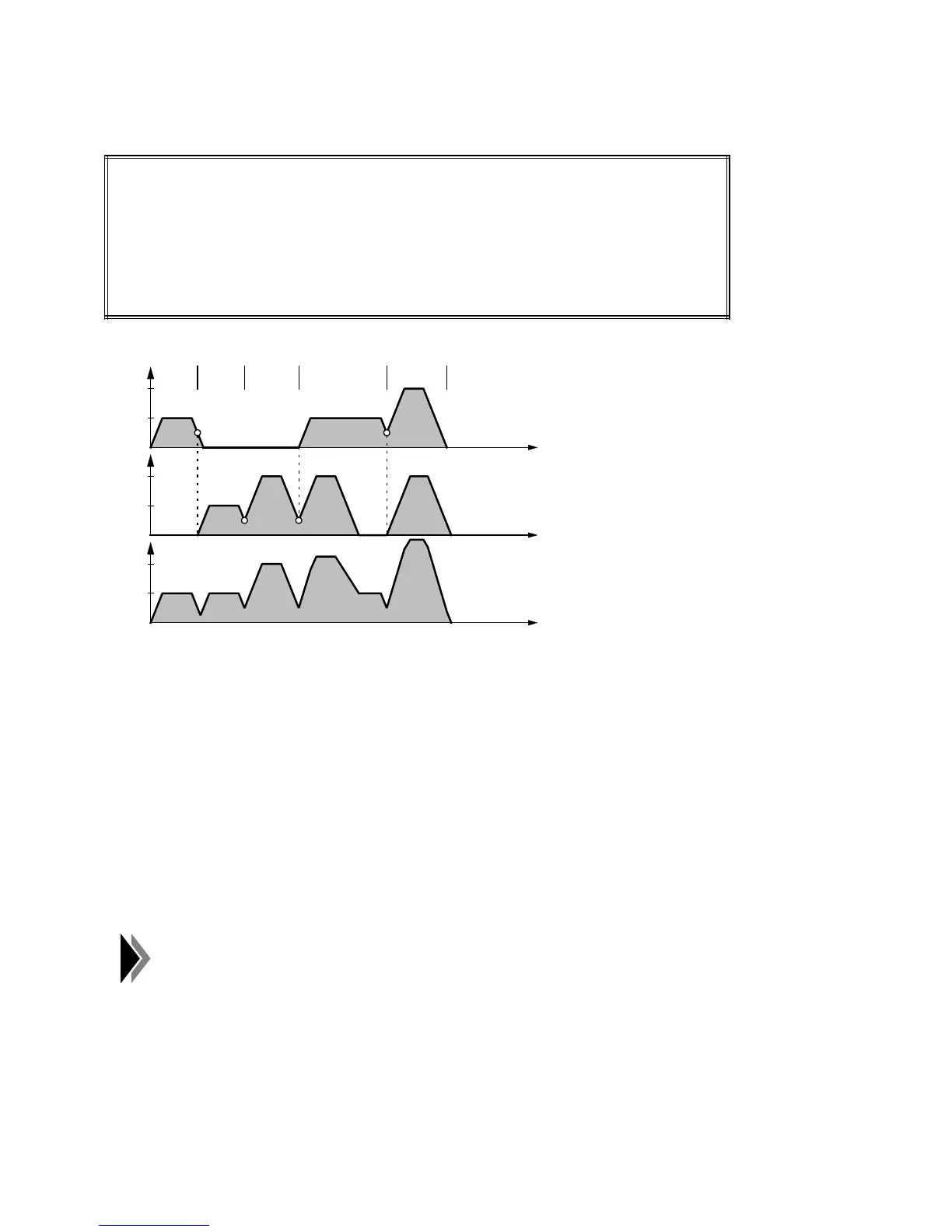
v-t diagrams:
N40
V
x
2000
1000
V
y
V
Path
N50
2000
1000
2000
1000
t
t
t
N10: The X-axis moves with velocity FX1000.00 to position X100.000.
N20: As no axis change takes place at the change-over from N20 to N30, i.e. the loop-
over refers to the same axis, looping over is effected without a sudden velocity drop
(as with G64).
N30: After the velocity of the Y-axis has been reduced so far that the actual value has
reached the loop-over window 1, the Y-axis is accelerated again.
N40: In the loop-over window 1 of the Y-axis, the X-axis is additionally started. The X and
Y-axes move together to positions X300.000 and Y300.000. As the X-axis needs
more time for its path, the Y-axis stops.
N50: In the loop-over window 1 of the X-axis, the Y-axis is additionally started.
• Interpolation (G00, G01) with loop-over (G66, G67)
With interpolation, a loop-over in loop-over window 1/2 is only possible if
the loop-over window 1/2 is smaller than the loop-over value for "digital
zero". It is, therefore, not possible to enlarge the loop-over behaviour
beyond "digital zero" through a correspondingly large loop-over window.
4 – 26 ©
Siemens AG 1997 All Rights Reserved 6ZB5 440-0VU02
WF 723 C (Programming Guide)
 Loading...
Loading...

