OM600 ENGINE MECHANICAL 1B3-125
8. Turn over the cylinder head.
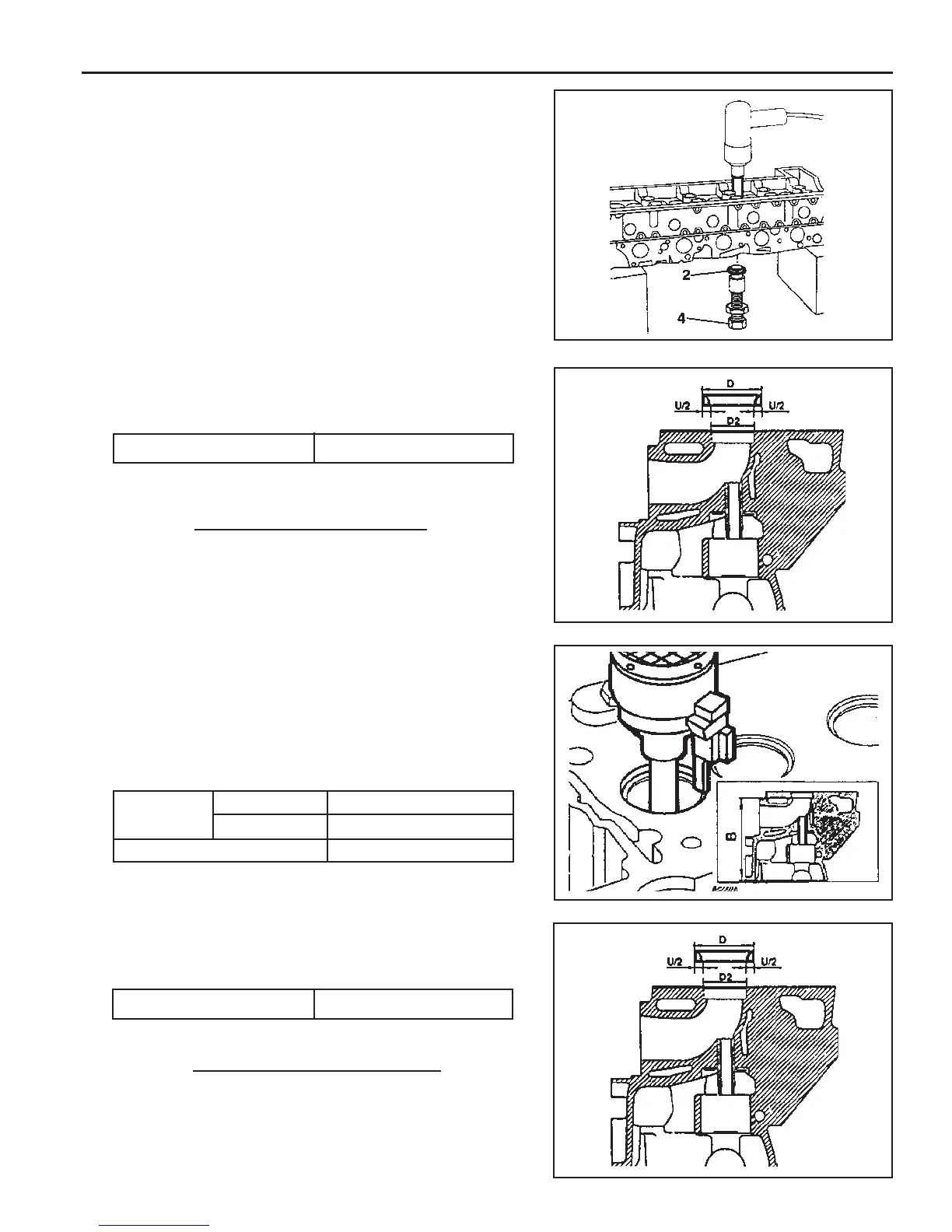
9. Remove the tensioning head (4) and valve seat ring (2)
with drift (14mm) and removal tool.
10. Clean the basic bore of valve seat ring.
11. Measure the basic bore diameter (D2) and outer diameter
(D) of the new valve seat ring (standard size).
12. Calculate the overlap value ‘U’ (D - D2).
Overlap Value ‘U’ 0.068 - 0.100mm
Example) Measured value D = 37.100mm
Measured value D2 = 37.010mm
Overlap value ‘U’ = 0.090mm
If overlap value ‘U’ is out of standard, machine
the basic bore for the valve seat ring.
13. Clamp the cylinder head with clamping device.
14. Machining basic bore for valve seat ring (repair size).
Notice
Maintain minimum value of ‘B’.
- Machine the basic bore.
Limit
Intake
Exhaust
Max. D2
Min. B
40.516mm
37.516mm
133.4mm
- Measure machined basic bore and outer diameter ‘D’
of valve seat ring (repair size).
- Measure the overlap ‘U’
Overlap ‘U’ (D - D2) 0.068 - 0.100 mm
Example) Measured value D = 37.600 mm
Measured value D2 = 37.480 mm
Overlap U = 0.120 mm
The basic diameter D2 must be machined by
0.020mm in order to get the required overlap
value.
 Loading...
Loading...
