Instruction manual ITEM TE550 S.p.A.
The welding program should be adjusted for carrying out the first welding spot followed by the
adjustment that allows the achieving of the required current with the starting diameter of the
electrodes: 15 kA.
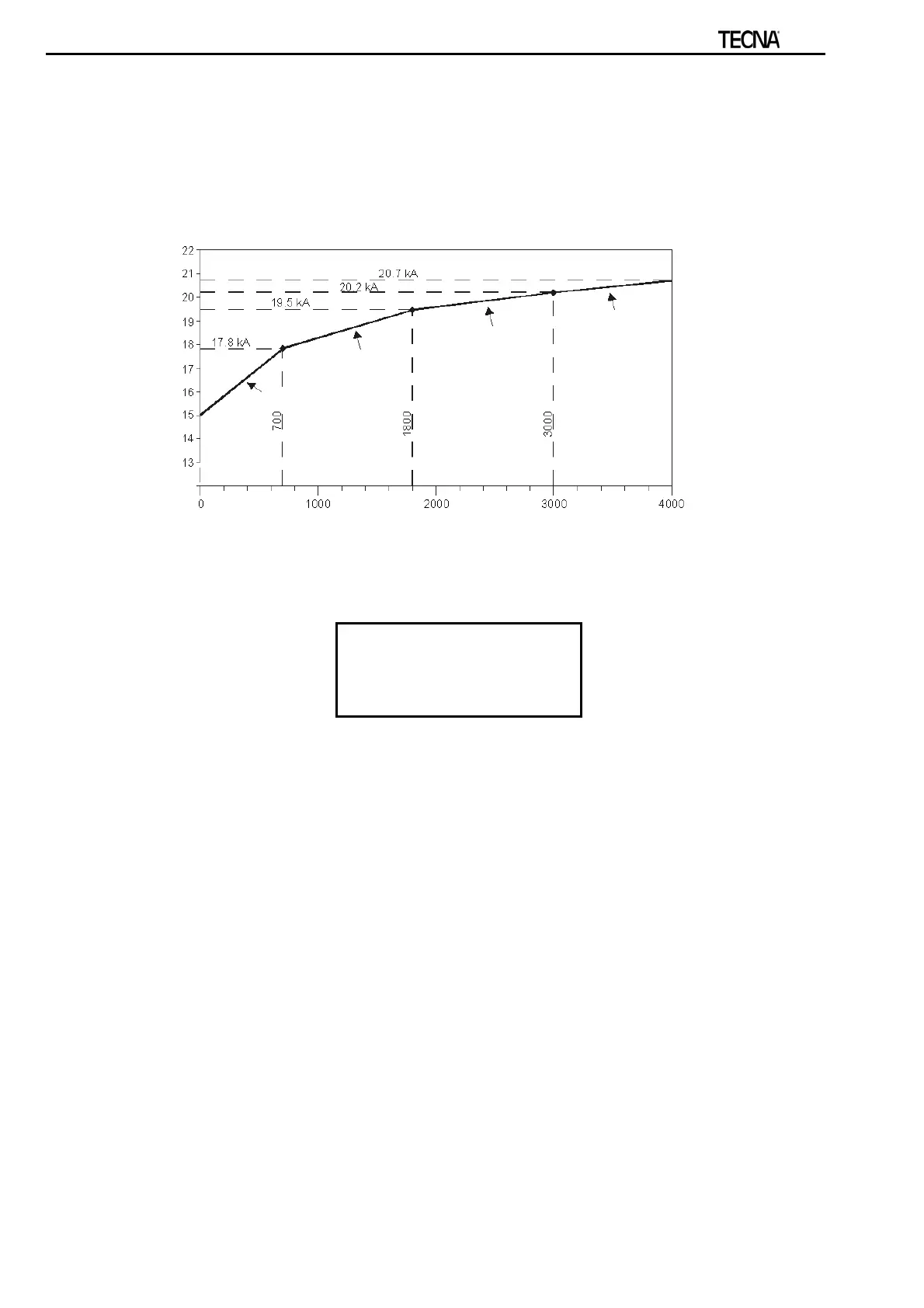
Now the welding process can begin. Current will change according to the programmed
increment rule. The graph below shows its pattern.
CURRENT INCREASE DURING THE PRODUCTION
WELDING CURRENT (kA)
NUMBER OF WELDING SPOTS
SEG
MENT 4
SEGMENT 3
SEGMENT 2
SEGMENT 1
Once the 4000 welding spots have been carried out, the control unit stops the production and
displays the following message:
ERR 104
MAX SPOTS NUMBER
At this point the operator replaces the electrodes (or resets their original diameter) and clears
the spots counter, by means of the proper key, to clear stepper calculations.
The TE550 resets the initial work parameters and begins a new increment phase.
42/92