- 78 -
Utilizatorul poate personaliza, de asemenea, următorii parametri de sudură (Fig. L-5):
-
: Corecția arcului față de tensiunea presetată.
-
: viteza de alimentare cu sârmă.
-
: grosimea materialului.
-
: Curent de sudură.
-
: Corecție reactanță electronică față de valoarea presetată.
-
: Corecție Burn-back. Permite corectarea timpului de ardere a sârmei la
oprirea sudurii față de timpul presetat.
-
: Post-gaz. Permite adaptarea timpului de eux al gazului de protecţie
începând de la oprirea sudurii.
-
: Rampa de coborâre a curentului de sudură (SLOPE DOWN). Permite
reducerea treptată a curentului la eliberarea butonului pistoletului.
Notă: parametrii curent de sudură, viteza de alimentare cu sârmă, grosimea
materialului, sunt legați între ei potrivit unei curbe sinergice.
În partea de sus a displayului sunt vizualizate mărimile reale de sudură (viteza sârmei,
curentul și tensiunea de sudură).
7.2.1ModalitateaATC(AdvancedThermalControl)
Se activează automat atunci când grosimea reglată este egală sau mai mică de 1,5
mm.
Descriere: controlul instantaneu special al arcului de sudură și viteza ridicată de
corectare a parametrilor reduc la minim vârfurile de curent caracteristice ale modalității
de transfer Short Arc în avantajul unui aport termic redus la piesa de sudat. Rezultatul
este, pe de o parte, deformarea mai redusă a materialului și, pe de altă parte, un
transfer uid și precis al materialului de aport cu crearea unui cordon de sudură ușor
de modelat.
Avantaje:
- sudura foarte facilitată pe grosimi subțiri;
- deformare mai redusă a materialului;
- arc stabil și la curent redus;
- sudură în puncte rapidă și precisă;
- unire facilitată a unor table distanțate între ele.
7.2.2Utilizarespoolgun
Toate modalitățile de setare (materialul, diametrul sârmei, tipul de gaz) se fac așa cum
s-a arătat mai sus.
Butonul prezent pe spool gun (Fig. I-5) reglează viteza sârmei (și, în același timp,
curentul de sudură și grosimea). Utilizatorul trebuie doar să corecteze tensiunea
arcului de pe display (dacă este necesar).
7.3FuncţionareaînmodalitateaABPulse
Setare modalitatea pulse (Fig. L-6).
Apăsând pentru cel puțin 3 secunde butonul C-5 aveți acces la meniul de setare a
parametrilor, precum materialul, diametrul sârmei, tipul de gaz. (Fig. L-4). Aparatul
de sudură se setează în mod automat în condiţiile optime de funcţionare stabilite de
diferitele curbe sinergice memorizate. Utilizatorul trebuie doar să selecteze grosimea
materialului pentru a începe să sudeze.
Față de modalitatea sinergică, sunt disponibili alți doi parametri:
-
: Curent iniţial.
-
: Durata curentului inițial. Prin setarea parametrului la zero se dezactivează
curentul inițial.
7.4FuncţionareaînmodalitateaABPoP(PULSEonPULSE)
Setare modalitatea pulse (Fig. L-7).
Modalitatea PoP permite efectuarea unei suduri pulsate cu 2 nivele de curent (I
2
și I
1
)
și cu durata respectiv T2 și T1.
Față de modalitatea PULSE sunt disponibile următoarele variabile:
-
: Curentul de sudură secundar;
-
: Corecția arcului secundar față de tensiunea presetată;
-
: viteza de alimentare cu sârmă secundară;
-
: grosimea materialului secundar;
-
: durata curentului I
2
;
-
: durata curentului I
1
.
7.5FuncţionareaînmodalitateaROOTMIG
Setare modalitate ROOT MIG (Fig. L-8).
Parametrii disponibili sunt aceiași ca pentru modalitatea sinergică (vezi 7.2).
8.CONTROLULBUTONULUIPISTOLETULUI
8.1Setareamodalităţiidecontrolalbutonuluipistoletului(Fig.L-9)
Pentru a intra în meniul de reglare a parametrilor, apăsaţi butonul (Fig. B-5) pentru
cel puțin 3 secunde.
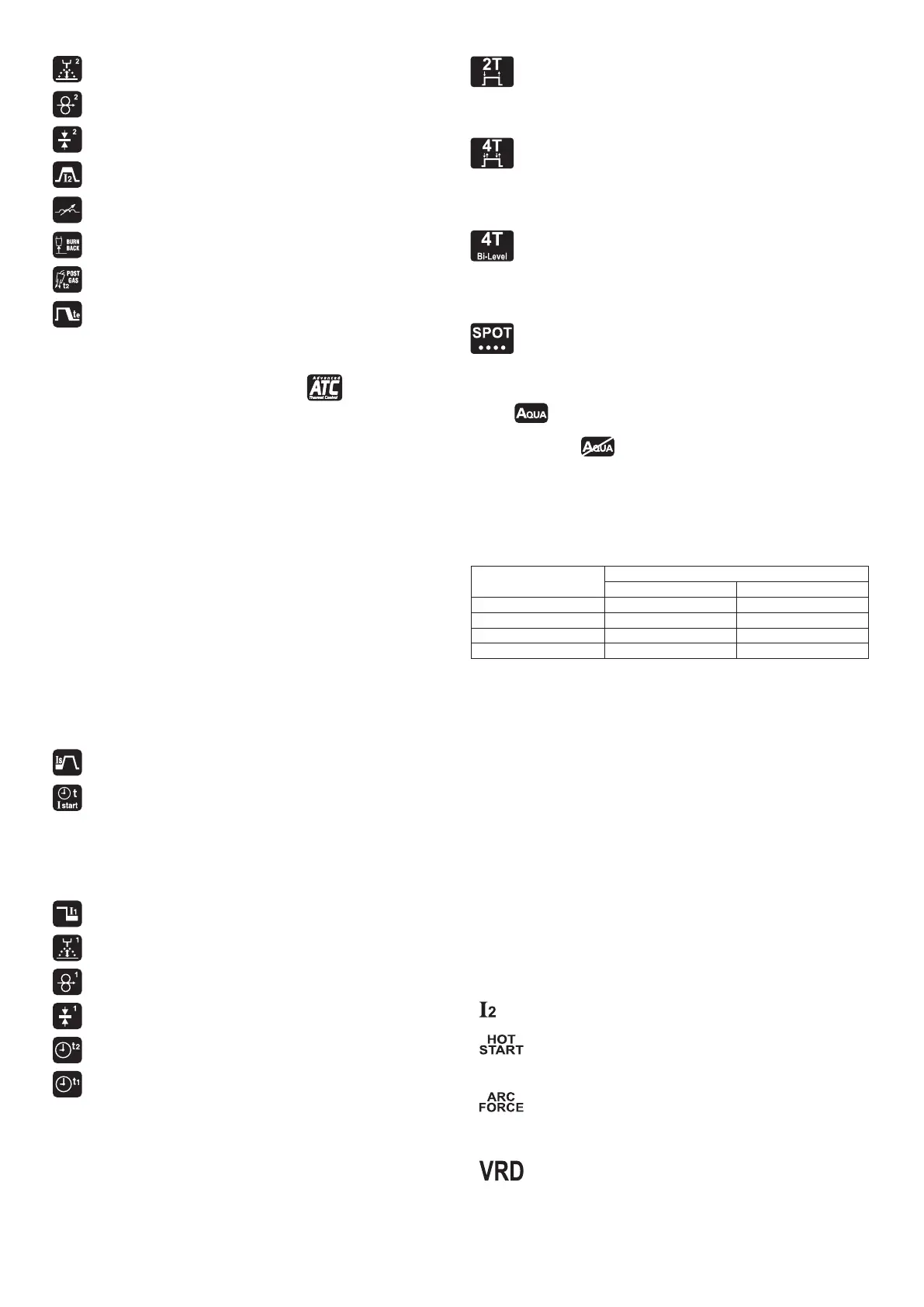
8.2Modalitateadecontrolabutonuluipistoletului
Se pot seta 4 modalităţi diferite de control a butonului pistoletului:
Modalitatea2T
Sudura începe prin apăsarea butonului pistoletului şi se termină când se eliberează
butonul.
Modalitatea4T
Sudura începe prin apăsarea şi eliberarea butonului pistoletului şi se termină numai
când se apasă şi se eliberează butonul pistoletului a doua oară. Această modalitate
este utilă pentru suduri de lungă durată.
Modalitatea4TBi-Level
Sudura începe prin apăsarea şi eliberarea butonului pistoletului. La ecare apăsare/
eliberare se trece de la curentul (I
2
simbol) la curentul (I
1
simbol) și invers. Aceasta se
termină doar atunci când butonul pistoletului este apăsat pentru un timp prestabilit.
Modalitatea punctare
Permite efectuarea de punctări MIG/MAG cu controlul duratei sudurii
9.SUDURACUG.R.A.(doarpentruversiuneade270A).
Aparatul de sudură recunoaşte în mod automat prezența G.R.A. Pe display apare
simbolul
. La prima apăsare a butonului pistoletului G.R.A. se activează. Se
poate dezactiva funcționarea G.R.A urmând instrucțiunile din cap. 12. În acest caz, pe
display apare simbolul
.
10.SUDURĂMMA:DESCRIEREAPROCEDURII
10.1PRINCIPIIGENERALE
- Este indispensabilă consultarea indicaţiilor fabricantului, menţionate pe ambalajul
electrozilor utilizaţi, cu privire la polaritatea corectă a electrodului şi la curentul optim
respectiv.
- Curentul de sudură trebuie reglat în funcţie de diametrul electrodului utilizat şi de
tipul de îmbinare ce se doreşte a se realiza; cu titlu orientativ, curentul utilizabil
pentru diferitele diametre ale electrodului este:
Ø Electrod (mm)
Curentdesudură(A)
Min. Max.
1.6 25 50
2.0 40 80
2.5 60 110
3.2 80 170
- De observat că, pentru acelaşi diametru al electrodului, valorile ridicate ale curentului
vor utilizate pentru suduri plane, în timp ce pentru suduri verticale sau peste cap va
trebui utilizat un curent inferior.
- Caracteristicile mecanice ale cusăturii de sudură sunt determinate, pe lângă
intensitatea curentului ales, de alți parametri de sudură precum lungimea arcului,
viteza şi poziţia execuţiei, diametrul şi calitatea electrozilor (pentru o conservare
corectă, păstraţi electrozii la loc ferit de umiditate, protejaţi în ambalajele sau
recipientele lor).
ATENŢIE:
În funcție de marca, tipul și grosimea învelișului electrozilor, se poate
manifestainstabilitateaarculuidatorităcompozițieielectrodului.
10.2PROCEDURA
- Ţinând masca ÎN DREPTUL FEŢEI, frecaţi vârful electrodului de piesa de sudat
efectuând o mişcare asemănătoare aprinderii unui chibrit; aceasta este metoda cea
mai corectă pentru amorsarea arcului.
ATENŢIE:NUPICHETAŢIelectrodulpepiesă;riscaţideteriorareaînvelişului,
făcânddicilăamorsareaarcului.
- Îndată după amorsarea arcului, încercaţi să păstraţi o distanţă faţă de piesă
echivalentă cu diametrul electrodului utilizat şi păstraţi această distanţă cât mai
constantă posibil în timpul efectuării sudurii; amintiţi-vă că înclinarea electrodului în
sensul avansării va trebui să e de circa 20-30 de grade.
- La sfârşitul cordonului de sudură, duceţi capătul electrodului uşor înapoi faţă de
direcţia de avansare, deasupra craterului pentru efectuarea umplerii, apoi ridicaţi
rapid electrodul din baia de topitură pentru a obţine stingerea arcului (Aspecte ale
cordonului de sudură - FIG. M).
10.3SetaremodalitateMMA(Fig.L-10)
Utilizatorul poate personaliza următorii parametri de sudură (Fig. L-11):
-
: Curentul de sudură măsurat în amperi.
-
: Reprezintă supracurentul iniţial “HOT START” cu indicarea pe display a
creşterii procentuale faţă de valoarea curentului de sudură selectat. Această reglare
îmbunătăţeşte pornirea.
-
: Reprezintă supracurentul dinamic “ARC-FORCE” cu indicarea pe display
a creşterii procentuale faţă de valoarea curentului de sudură preselectat. Această
reglare îmbunătăţeşte uiditatea sudurii, evită lipirea electrodului de piesă şi permite
folosirea unor tipuri diferite de electrozi.
-
: ON/OFF; permite activarea sau dezactivarea dispozitivului de reducere a
tensiunii de ieşire în gol (reglare ON sau OFF). Cu VRD activat sporeşte siguranţa
operatorului atunci când aparatul de sudură este pornit, dar nu se aă în situaţia de
sudură.
În partea stângă a displayului sunt vizualizate mărimile reale de sudură (curentul,
tensiunea de sudură și diametrul electrodului recomandat).
 Loading...
Loading...










