- 79 -
11.SUDURATIGDC:DESCRIEREAPROCEDURII
11.1PRINCIPIIGENERALE
Sudura TIG DC este potrivită pentru toate oţelurile-carbon slab-aliate şi înalt-aliate şi
pentru metalele grele cupru, nichel, titaniu şi aliajele lor (FIG. N). Pentru sudura în TIG
DC cu electrod la polul (-) se foloseşte în general electrodul cu 2% de ceriu (banda
de culoare gri). Este necesar să ascuțiți axial electrodul de tungsten cu polizorul, vezi
FIG. O, având grijă ca vârful să e perfect concentric pentru a evita devierile arcului.
Este important ca ascuţirea să se efectueze în sensul lungimii electrodului. Această
operaţie va trebui repetată periodic în funcţie de folosirea şi de uzura electrodului
sau atunci când acesta a fost contaminat în mod accidental, oxidat sau nu a fost
folosit corect. Pentru o sudură bună, este indispensabilă folosirea diametrului exact al
electrodului cu curentul exact, a se vedea tabelul (TAB. 5). În mod normal, ieşirea în
afară a electrodului din duza ceramică este de 2-3 mm şi poate atinge 8 mm pentru
suduri în unghi.
Sudura are loc prin fuziunea marginilor cusăturii. Pentru straturi subţiri pregătite
corespunzător (până la circa 1 mm) nu este necesar material de aport (FIG. P).
Pentru straturi superioare sunt necesare vergele cu aceeaşi compoziţie ca cea
a materialului de bază şi cu un diametru corespunzător, cu pregătirea adecvată a
marginilor (FIG. Q).
Este bine, pentru un bun rezultat al sudurii, ca piesele să e curăţate cu grijă şi să nu
aibă oxizi, uleiuri, unsori, solvenţi etc.
11.2PROCEDURA(AMORSARELIFT)
- Reglaţi curentul de sudură la valoarea dorită cu ajutorul butonului B-5; adaptaţi
curentul în timpul sudurii la aportul termic necesar real.
- Vericaţi uxul corespunzător al gazului.
Aprinderea arcului electric se face prin contactul şi îndepărtarea electrodului de
tungsten de piesa de sudat. Această modalitate de amorsare provoacă mai puţine
deranjamente electro-iradiate şi reduce la minimum incluziunile de tungsten şi uzura
electrodului.
- Sprijiniţi vârful electrodului pe piesă, cu o uşoară presiune.
- Ridicați imediat electrodul cu 2-3 mm obținând astfel amorsarea arcului.
Aparatul de sudură debitează iniţial un curent redus. După câteva momente, va
debitat curentul de sudură stabilit.
- Pentru a întrerupe sudura ridicaţi repede electrodul de pe piesă.
11.3DISPLAYTFTÎNMODALITATEATIG(Fig.L-12)
În partea stângă a displayului sunt vizualizate mărimile reale de sudură (curentul și
tensiunea de sudură).
12.SEMNALIZĂRIDEALARMĂ(TAB.6)
Restabilirea este automată la încetarea cauzei alarmei.
Mesaje de alarmă care pot apărea pe display:
DESCRIERE
Alarmă protecţie termică
Alarmă supra/sub tensiune
Alarmă tensiune auxiliară
Alarmă supracurent la sudură
Alarmă scurtcircuit în pistolet
Alarmă off-line
Alarmă line-error
Alarmă grup răcire
La stingerea aparatului de sudură se poate manifesta, timp de câteva secunde,
semnalarea Alarmă supra/subtensiune.
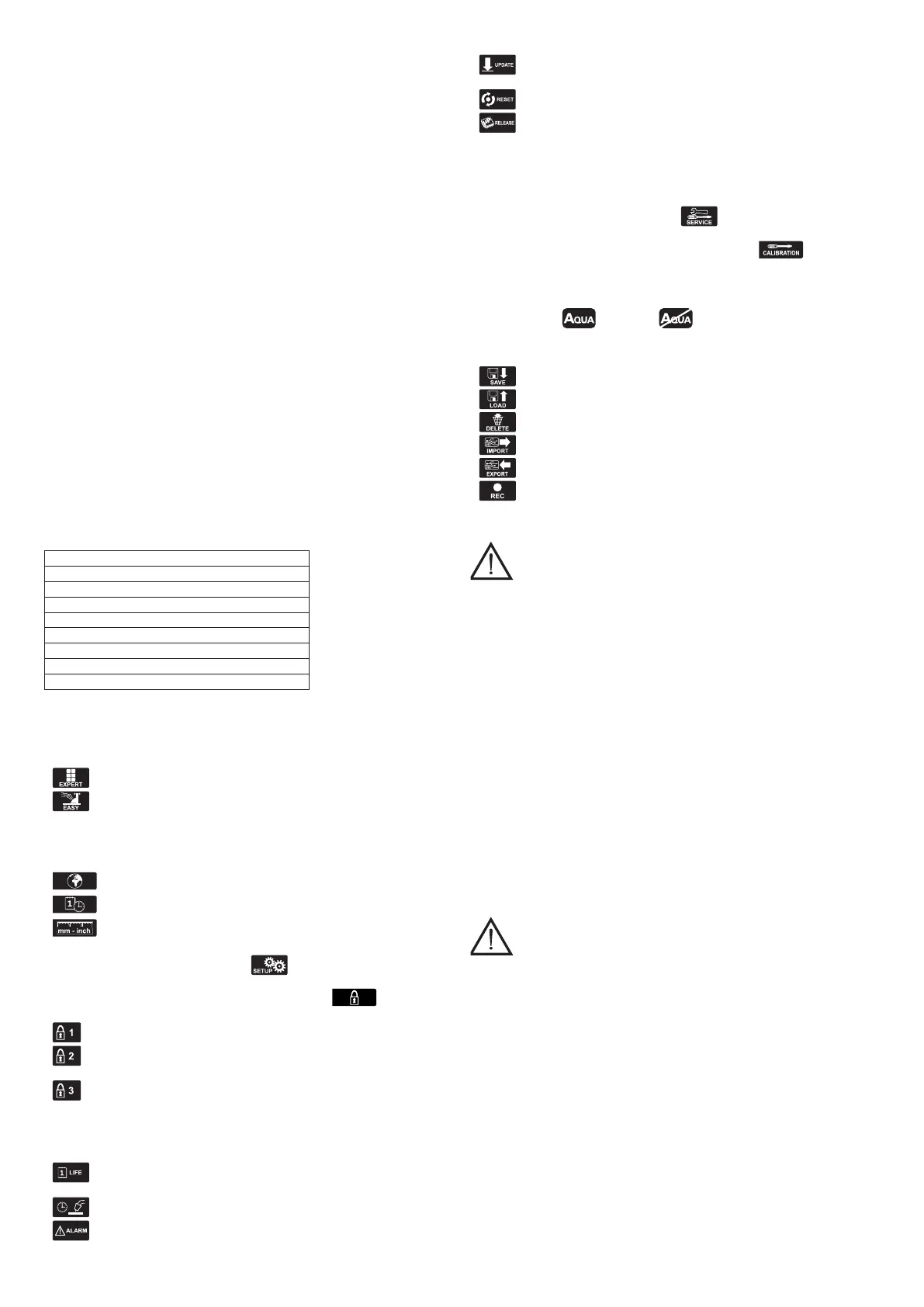
13.MENIUSETĂRI(Fig.L-13)
13.1MENIUMODE(Fig.L-14)
Vă permite să alegeți în modalitatea MIG-MAG între așările:
-
: toți parametrii sunt așați așa cum se arată mai sus.
-
: Fig. L-17. În această modalitate este reprezentată piesa de sudat și
forma cordonului de sudură. Apăsând butonul C-6 aveți acces la toți
ceilalți parametri.
În modalitatea “EASY” nu este posibilă sudura în modalitatea MIG MANUAL și PoP.
13.2MENIUSETUP(Fig.L-15)
Vă permite să setați:
-
: limba.
-
: ora și data.
-
: unități de măsură metrice sau anglo-saxone.
13.2.1BLOCAREFUNCȚII
După ce ați selectat pictograma setup
, apăsați simultan butoanele de
avansare sârmă (C-2) și purjare gaz (C-3), apoi conrmați apăsând butonul
multifuncțional (C-5). Pagina care apare conține pictograma
care, dacă este
selectată, permite setarea a 3 niveluri diferite de blocare a funcțiilor:
-
: nicio protecție; puteți naviga, seta și modica toți parametrii de sudură.
-
: protecție intermediară; puteți modica doar parametrii fundamentali de
sudură.
-
: protecție maximă; nu puteți modica niciun parametru.
13.3MENIUSERVICE(Fig.L-16)
Vă permite să obțineți informații despre starea aparatului de sudură.
13.3.1MENIUINFO
-
: zile (DDDD), ore (HH), minute (mm) de funcționare a aparatului de
sudură.
-
: zile (DDDD), ore (HH), minute (mm) de lucru al aparatului de sudură.
-
: lista alarme.
13.3.2MENIUFIRMWARE
-
: vă permite să actualizaţi software-ul aparatului de sudură prin
intermediul stick-ului USB.
-
: vă permite să resetați aparatul de sudură la condițiile inițiale.
-
: release software instalate.
13.3.3MENIUREPORT
Vă permite să generați un raport și să îl salvați pe un stick USB. În raport sunt cuprinse
diferite informații despre starea aparatului de sudură (Software instalate, ore de viață/
lucru, alarme, procesul de sudură setat etc.).
13.3.4CALIBRAREA
După ce ați selectat pictograma service
, apăsați simultan butoanele de
avansare sârmă (C-2) și purjare gaz (C-3), apoi conrmați apăsând butonul
multifuncțional (C-5). Pagina care apare conține pictograma
care, dacă este
selectată, vă permite să calibrați aparatul de sudură astfel încât să devină conform cu
standardul EN50504.
13.4MENIUAQUA
Permite să activați
/ dezactivați funcționarea G.R.A.
13.5MENIUJOBS(Fig.L-18)
Vă permite:
-
: să salvați o lucrare în memoria internă a aparatului de sudură.
-
: să încărcați o lucrare salvată anterior.
-
: să ștergeți o lucrare salvată anterior.
-
: să importați lucrări de pe un dispozitiv USB.
-
: să exportați lucrări pe un dispozitiv USB.
-
: să înregistrați parametrii de sudură pe un dispozitiv USB.
14.ÎNTREŢINERE
ATENŢIE!ÎNAINTEDEEFECTUAREAOPERAŢIILORDEÎNTREŢINERE,
ASIGURAŢI-VĂCĂAPARATULDESUDURĂESTEOPRITŞIDECONECTATDE
LAREŢEAUADEALIMENTARE.
14.1ÎNTREŢINEREOBIŞNUITĂ
OPERAŢIILE DE ÎNTREŢINERE OBIŞNUITĂ POT FI EFECTUATE DE CĂTRE
OPERATOR.
14.1.1ÎNTREŢINEREAPISTOLETULUIDESUDURĂ
- Evitaţi să sprijiniţi pistoletul de sudură şi cablul acestuia pe piese metalice calde;
acest lucru poate cauza fuziunea materialelor izolante şi scoaterea din funcţiune a
bobinei.
- Vericaţi periodic etanşeitatea tubulaturii şi racordurile de gaz.
- Cuplaţi corespunzător cleştele de strângere a electrodului, mandrina de prindere
a cleştelui, cu diametrul electrodului ales pentru a evita supraîncălzirea, difuzarea
necorespunzătoare a gazului şi respectiva nefuncţionare a sudurii.
- Vericaţi înainte de ecare utilizare statul de uzură şi montarea corectă a
extremităţilor pistoletului de sudură: ajutaj, electrod, cleştele de strângere a
electrodului, difuzorul de gaz.
14.1.2Alimentatoruldesârmă
- Vericaţi frecvent statul de uzură a rolelor de antrenare a sârmei, înlăturaţi periodic
praful metalic depozitat în zona de antrenare (role şi dispozitivul de avans la intrare
şi la ieşire).
14.2ÎNTREŢINEREASPECIALĂ
OPERAŢIUNILE DE ÎNTREŢINERE SPECIALĂ TREBUIE SĂ FIE EFECTUATE
NUMAI DE PERSONAL CALIFICAT SAU EXPERIMENTAT ÎN DOMENIUL
ELECTRICŞIMECANIC,ÎNCONFORMITATECUSTANDARDULTEHNICIEC/EN
60974-4.
ATENŢIE!ÎNAINTEDEAÎNLĂTURAPLĂCILECARCASEIAPARATULUI
DESUDURĂPENTRUAAVEAACCESLAINTERIORULACESTUIA,ASIGURAŢI-
VĂ CĂ APARATUL ESTE OPRIT ŞI DECONECTAT DE LA REŢEAUA DE
ALIMENTARE.
Eventualelevericăriefectuatesubtensiuneîninteriorulaparatuluidesudură
potcauzaelectrocutărigravedatoratecontactuluidirectcupărţilesubtensiune
şi/sauleziunidatoratecontactuluidirectcupieseleînmişcare.
- Vericaţi interiorul aparatului periodic sau frecvent, în funcţie de gradul de praf din
mediul în care se lucrează cu acesta şi înlăturaţi praful depozitat pe transformator
prin insuarea cu aer comprimat sec (max. 10 bar).
- Evitaţi îndreptarea jetului de aer comprimat pe plăcile electronice; curăţiţi acestea
din urmă cu o perie foarte moale sau cu solvenţi corespunzători.
- În timpul acestei operaţii vericaţi ca legăturile electrice să e strânse bine şi
cablurile să nu prezinte daune la nivelul izolării.
- La terminarea acestor operaţii, repoziţionaţi panourile aparatului de sudură,
strângând bine şuruburile de xare.
- Evitaţi întotdeauna efectuarea operaţiilor de sudare cu aparatul deschis.
- După efectuarea întreţinerii sau reparaţiei, restabiliţi conexiunile şi cablajele cum
erau iniţial, având grijă ca acestea să nu intre în contact cu piesele în mişcare sau
cu piesele care pot atinge temperaturi ridicate. Înfăşuraţi toţi conductorii cum erau
iniţial, având grijă să ţineţi separate între ele conexiunile transformatorului primar de
înaltă tensiune de cele ale transformatoarelor secundare de joasă tensiune.
Folosiţi toate şaibele şi şuruburile originale pentru închiderea carcasei.
15.DEPISTAREADEFECTELOR(TAB.6)
ÎN CAZUL ÎN CARE FUNCŢIONAREA APARATULUI DE SUDURĂ NU ESTE
CORESPUNZĂTOARE ŞI ÎNAINTEA EFECTUĂRII ORICĂRUI CONTROL MAI
 Loading...
Loading...










