CUTMASTER A80
Manual 0-4985 2T-3 INTRODUCTION
By forcing the plasma gas and electric arc through a
small orice, the torch delivers a high concentration
of heat to a small area. The sti, constricted plasma
arc is shown in Zone C. Direct current (DC) straight
polarity is used for plasma cutting, as shown in the
illustration.
Zone A channels a secondary gas that cools the torch.
This gas also assists the high velocity plasma gas in
blowing the molten metal out of the cut allowing for
a fast, slag - free cut.
B. Gas Distribution
The single gas used is internally split into plasma
and secondary gases.
The plasma gas flows into the torch through the
negative lead, through the starter cartridge, around
the electrode, and out through the tip orice.
The secondary gas flows down around the outside
of the torch starter cartridge, and out between the
tip and shield cup around the plasma arc.
C. Pilot Arc
When the torch is started a pilot arc is established
between the electrode and cutting tip. This pilot
arc creates a path for the main arc to transfer to the
work.
D. Main Cutting Arc
DC power is also used for the main cutting arc. The
negative output is connected to the torch electrode
through the torch lead. The positive output is con-
nected to the workpiece via the work cable and to
the torch through a pilot wire.
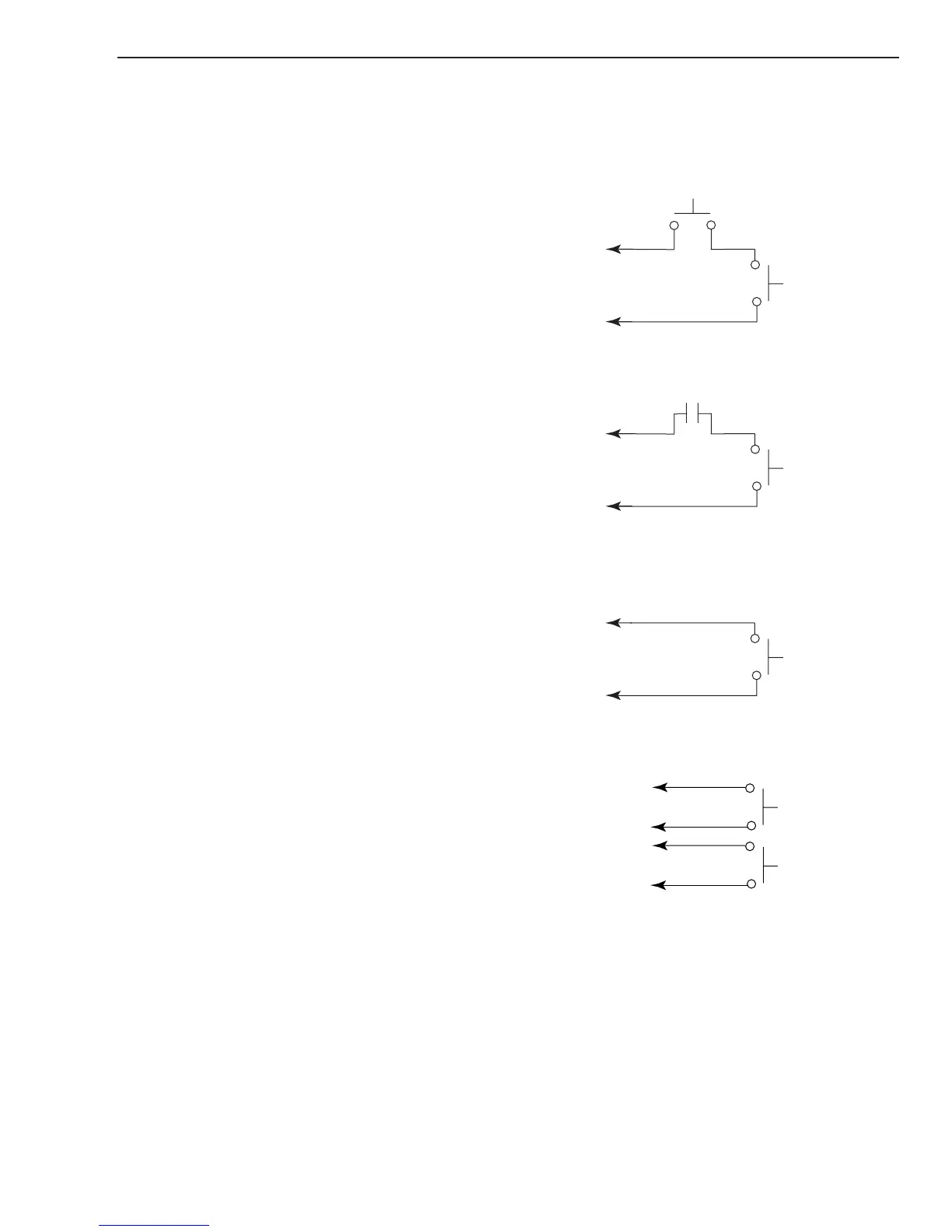
E. Parts - In - Place (PIP)
The torch includes a 'Parts - In - Place' (PIP) circuit.
When the shield cup is properly installed, it closes
a switch. The torch will not operate if this switch
is open.
PIP Sw itch
Sh ield Cup
To ATC
CNC Start
PIP Sw itch
Sh ield Cup
PIP Sw itch
Sh ield Cup
Remote Pendant
Automation Torch
To ATC
To ATC
Art # A-08168
Parts - In - Place Circuit Diagram for Machine
Torch
A-02997
Torch Trigger
PIP Switch
Shield Cup
To Control
Cable Wiring
Torch Switch
Parts - In - Place Circuit Diagram for Hand Torch