10
FluidConnectors
Parker Hannifin Corporation
Tube Fittings Division
Columbus, OH
Bulletin 4390-974250
Cut 250 Saw Use and Maintenance Manual
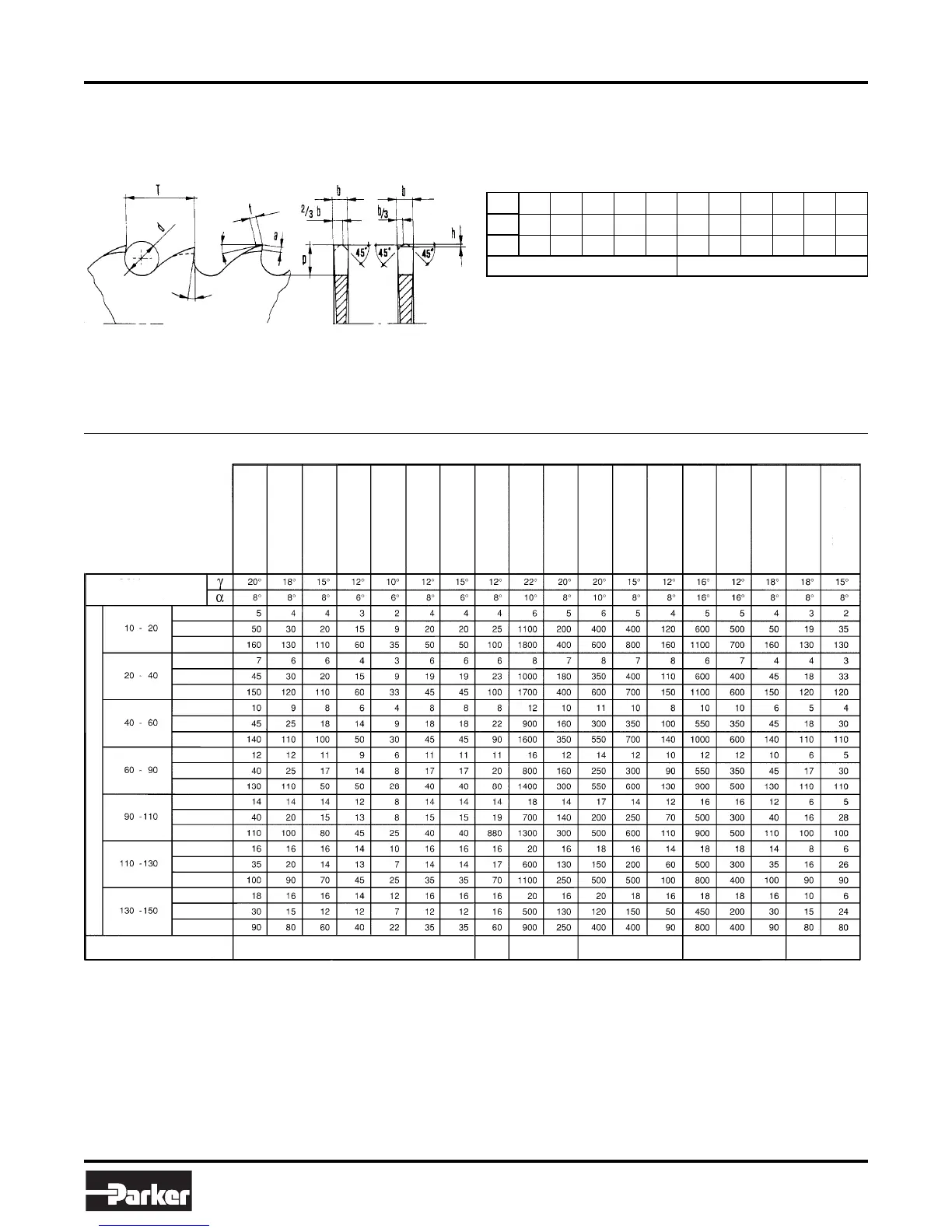
Sharpening circular saws
The rake varies especially according to the type of material to
be cut.
T
3 4 5 6 7 8 9 10 12 14 16
p
1,3 1,6 2,1 2,5 2,9 3,4 3,8 4,2 5,1 5,9 7,2
d 1,5 2 2,5 3 3,5 4 4,5 5 6 7 8
h = 0,2 mm h = 0,3 mm
9.7.1 — Recommended cutting parameters
Mild steel
R = 350-500 N/mm
2
Aluminium and alloys
R = 300-300 N/mm
2
Tubes and beams
0,025. D
R = 300-600 N/mm
2
Brass
R = 200-400 N/mm
2
Titanium and alloys
R = 300-800 N/mm
2
Tubes and beams
0,05. D
R = 300-600 N/mm
2
Alloyed brass
R = 400-700 N/mm
2
Heat-treated steel
R = 950-1300 N/mm
2
Extra-hard steel
R = 950-1000 N/mm
2
Hard steel
R = 750-950 N/mm
2
Semi-hard steel
R = 500-700 N/mm
2
Grey cast iron
Aluminium and alloys
R = 200-400 N/mm
2
Copper
R = 200-350 N/mm
2
Phosphor bronze
R = 400-600 N/mm
2
Hard bronze
R = 600-900 N/mm
2
Austentic stainless
steel
R = 500-800 N/mm
2
Martensitic stainless
steel
R = 500-800 N/mm
2