15
16
◆ Der Inhalt an Staub, Säuren, korrosive Gase in der Umgebungsluft oder Substanz
◆ Achten Sie darauf, dass es eine ausreichende Belüftung während des Schweißen
herrscht. Es muss zumindest 30cm freien Abstand zwischen der Maschine und
Wand geben.
kann nicht normal geltenden Standards.
◆ Höhe über der Normalnull liegt unter 1000m.
◆ Lesen Sie Abschnitt 1 sorgfältig durch, bevor Sie dieses Gerät verwenden.
◆ Schließen Sie die Massezange direkt an die Maschine an.
◆ Bei Abschaltung der Netzschalter durch Fehler, starten Sie nicht neu, bis das
Problem behoben ist. Andernfalls ergeben sich erweiterte Probleme.
◆ Sorgen Sie für gute Belüftung der Maschinen um die Laufzeitrate zu verbessern.
◆ Schalten Sie den Motor ab, wenn der Vorgang beendet ist, um an der Energiequelle
zu sparen.
◆ Bei Inbetriebnahme sollten keine unzuständigen Menschen mehr anwesend sein.
Schauen Sie mit ungeschützten Augen nicht in den Bogen.
◆ Beim Schließen der Netzschalter, kann die Leerlaufspannung exportiert werden.
Berühren Sie die Ausgangselektrode keinesfalls mit einem jeglichen Teilen Ihres
Körpers.
◆ Funktionstemperaturbereich: -10 ° C ~ + 40 ° C.
◆ Relative Feuchtigkeit unter 90% (20 ° C).
◆ Vorzugsweise Standort der Maschine einige Winkel über dem Boden, die maximale
Winkel nicht mehr als 15 überschreiten.
3.3 Arbeitsumfeld
3.4 Arbeitshinweise
Schweißposition
4.1 MMA Grundlegende Schweißtechniken
Üben vom Lichtbogenschweißen
Die verschiedenen Techniken vom Lichtbogenschweißen ähneln sich trotz verschiedener
Arbeitsmaterialien stark. Lediglich die Typen der Elektrode sollte, wie in der vorangegan-
genen Sektion beschrieben, dem Material angepasst werden.
Die Elektroden aus dieser Herausgabe können in fast allen Positionen verwendet werden,
sie sind zum Beispiel beim flachen, horizontalen, vertikalen oder über Kopf Schweißen
geeignet. Unzählige Anwendungen benötigen verschiedene Positionen. Hier sind ein paar
der häufigsten Positionen aufgezeichnet.
Flat Position,
Down Hand Butt Weld
Flat Position,
Gravity Fillet Weld
Horizontal Position,
Butt Weld
Horizontal-Vertical
(HV) Position
Vertical Position,
Butt Weld
Vertical Position,
Fillet Weld
Vertical Position,
Fillet Weld
Overhead Position,
Fillet Weld
Schweißnahtvorbereitung
In vielen Fällen ist es möglich, Stahl ohne vorheriger Vorbereitungen zu schweißen.
Schweißverfahren
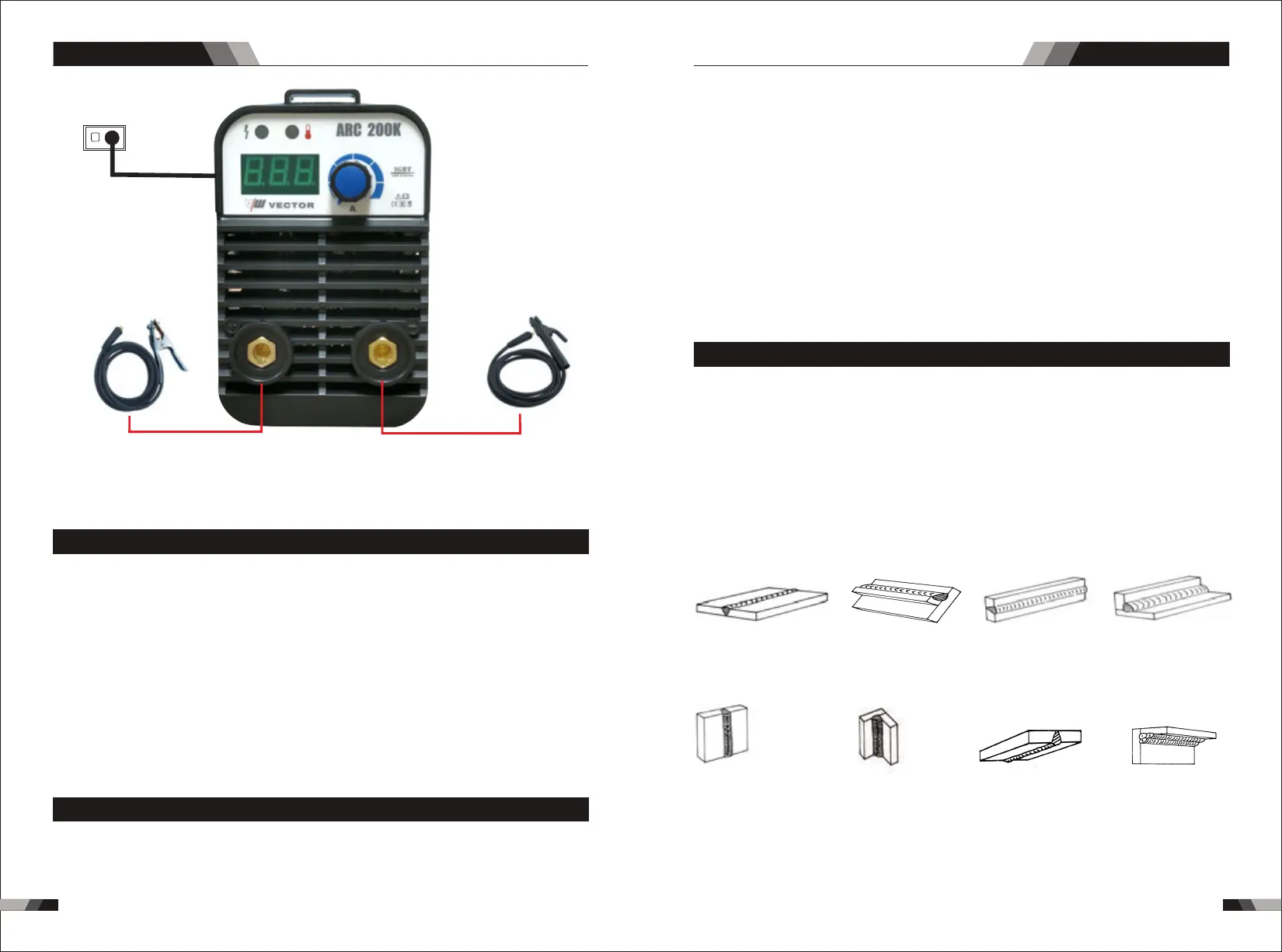
Inbetriebnahme
Elektrodenhalter
Stromversorgung
Erdungsklemme
ARC SERIENAUSRÜSTUNG
ARC SERIENAUSRÜSTUNG
ARC200G gleiche Verbindungsmethode