1. Digitale Spannungsanzeige/ Parameteranzeige
Die digitale Spannungsanzeige dient zur Anzeige der Ist-Spannung der Schweißstromquelle.
Im Programmiermodus dient sie außerdem zur Anzeige der Parameterwerte.
Je nachdem, welcher Programmierparameter ausgewählt ist, zeigt die Statusanzeige
neben der Spannungsanzeige die jeweilige Maßeinheit des Programmierparameters an.
Während des Schweißvorgangs wird die Ist-Schweißspannung angezeigt.
4. Stromstärkenanzeige
Beim Einstellen des Programms in Maximal-, Grund-, Schlussstromstärke und rem ist
die Anzeige an.
3. Zeitindikator
Beim Einstellen des Programms beim Gasvorlauf, Stromanstieg, Stromabsenkung und
Gasnachlauf wird die Zeit (in Sekunden) angezeigt.
5. Betriebszustandanzeige
Die Betriebszustandsanzeige leuchtet auf, wenn der Ein-/Ausschalter in ON Stellung
befindet und der richtige Netzstrom vorhanden ist.
bleiben muss, damit der Lüfter weiterlaufen kann und das Gerät somit ausreichend gekühlt
wird. Schalten Sie bei Thermischer Überlast das Gerät niemals aus.
6. Anzeigeleuchte Thermische Überlast
Als Schutzeinrichtung ist die Schweißstromquelle mit einem sich automatisch zurückse-
tzendem Thermostat ausgestattet. Bei Überschreitung der Einschaltdauer der Stromquel-
le leuchtet die Anzeigeleuchte auf und weist damit auf Überhitzung des Geräts hin. Wenn
die Anzeigeleuchte anleuchtet, ist die Leistungsabgabe der Schweißstromquelle deakti-
viert. Sobald sich das Gerät abkühlt, erlischt diese Anzeigeleuchte, und der Übertemper-
aturzustand wird zurückgesetzt. Beachten Sie, dass der Netzschalter eingeschaltet
2. Warmstart
Warmstart entzündet die Elektrode und schmilzt
perfekt um sogar beim Start der Schweißnaht
perfekte Qualität zu garantieren. Diese Funktion
macht fehlerhafte Verschmelzung zu einem
Problem der Vergangenheit und reduziert die
Nahtüberhöhung stark.
Warmstartzeit
Warmstart Stromstärke
Schweißstromstärke
Zeit
Arc Force Korrektur
Während des Schweißvorganges verhindert
der Lichtbogendruck, dass die Elektrode mit
erhöhter Stromstärke im Schmelzbad klebt.
Dies vereinfacht es mit Großtropfen Schmel-
zelektroden bei niedriger Stromstärke bei
kleinem Bogen zu arbeiten.
ARC FORCE KORREKTUR
Licht bogen S troms tärke
(Ampe re)
Schwe ißstr omstä rke (Am pere)
Anpas sbare Ar c Force K orrek tur
Anti-Stick verhindert, dass die Elektrode glühen.
Sollte die Elektrode trotz der Arc Force Vorrichtung kleben,
gibt die Anlage innerhalb von 1 Sekunde den eingestellten
Maximalstrom ab, was das Festkleben und Überhitzen der
Elektrode verhindert. Dadurch können Elektrode und
Elektrodenhalter einfach von dem Schweißgerät entfernt
werden.
Antistick
Antistick
U
I
7. Trigger Knopf (nur im Modus HF TIG und LIFT TIG)
Die Taste dient zum Umschalten des Brennerschaltermodus zwischen den Funktionalitäten
2T (normaler Modus) und 4T (Rastmodus).
2T-Modus (Normalmodus) In diesem Modus muss der Brennerschalter für die Dauer der
Schweißstromabgabe gedrückt bleiben.
Drücken Sie den Brennerschalter und halten Sie ihn gedrückt, um die Schweißstromquelle
zu aktivieren (schweißen). Geben Sie den Brennerschalter frei, um den Schweißvorgang
zu beenden
Ampere
hohe
Stromstärke
minimale
Stromstärke
geringe
Stromstärke
Gas
Vorlauf
Drücken & Halten
des Auslösers
Entzündung des Lichtbogens
Loslassen
des Auslösers
Gas Nachlauf
Erlöschen des Lichtbogens
Stromabsenkung
Zeit
Dieser Schweißmodus wird vorwiegend für lang andauernde Schweißvorgänge verwendet,
um die Ermüdung des Schweißers zu reduzieren. In diesem Modus kann der Schweißer den
Brennerschalter drücken und wieder freigeben, die Schweißstromabgabe wird dabei nicht
unterbrochen. Zum Deaktivieren der Schweißstromquelle muss der Brennerschalter erneut
gedrückt und freigegeben werden. Auf diese Weise muss der Schweißer den Brennerschalter
nicht ständig gedrückt halten.
Hinweis: Beachten Sie, dass die Stromquelle beim TIG-Schweißen (HF-TIG-Schweißen und
WIG-Abstandsschweißen) solange aktiviert bleibt, bis die ausgewählte Stromabfallphase
abgelaufen ist
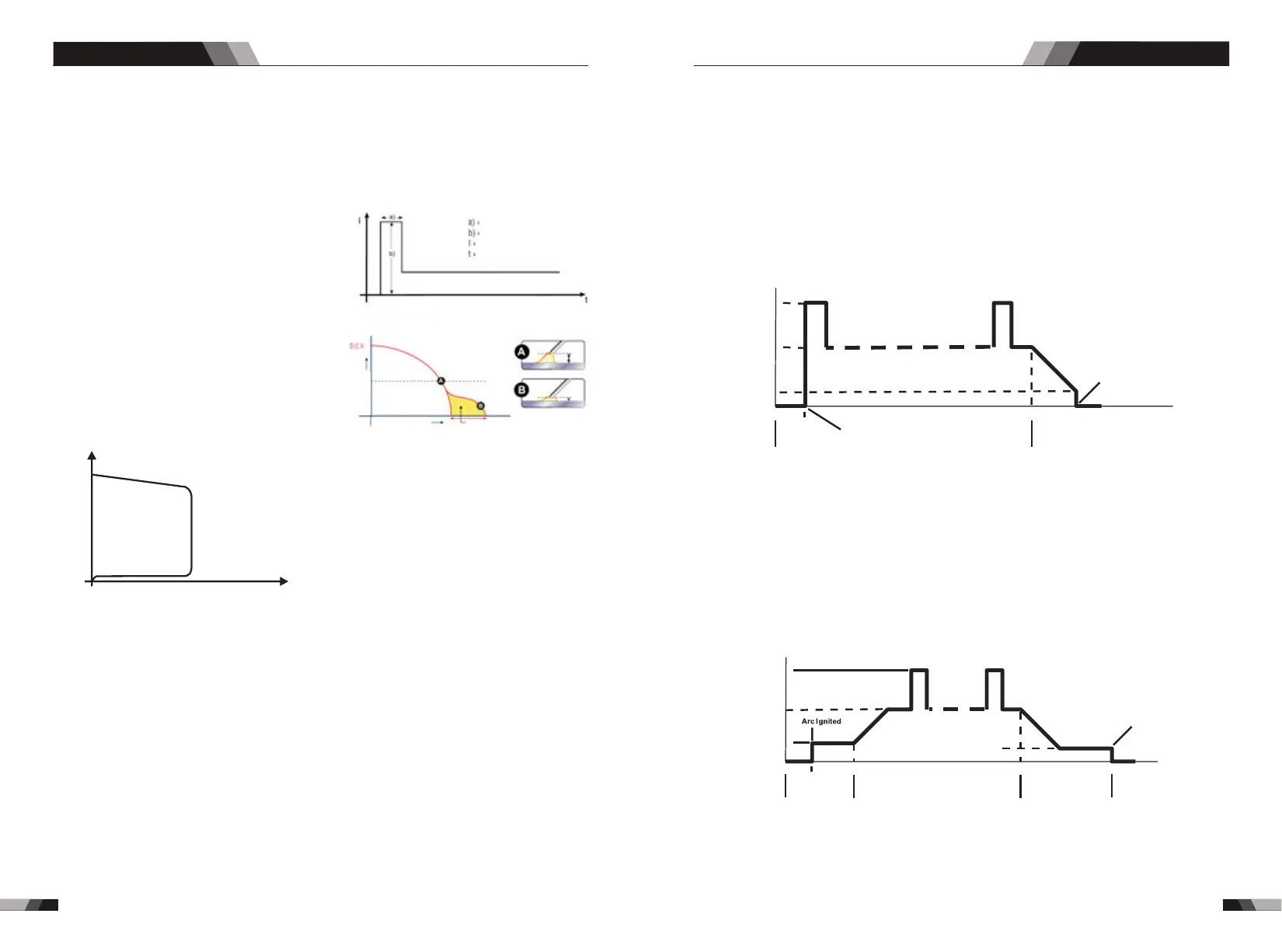
Ampere
hohe
Stromstärke
Ausgangs-
stromstärke
geringe
Stromstärke
Gas
Vorlauf
Drücken & Halten
des Auslösers
Drücken & Halten
des Auslösers
Entzündung
des Lichtbogens
Gas Nachlauf
Zeit
Loslassen
des Auslösers
Loslassen
des Auslösers
Stromanstieg
Stromabscnkung
Schweißstrom.
8. Prozess Knopf (WIG 200D hat keine Schneidefunktion)
Die Prozess-Wahltaste dient zur Auswahl des gewünschten Schweißmodus. Es stehen
drei Modi zur Auswahl: GTAW (TIG), Manuelles Schweißen mit Stabelektrode (STICK)
und Schneiden (CUT).
Inbetriebnahme
Inbetriebnahme
DC WIG SERIENAUSRÜSTUNGDC WIG SERIENAUSRÜSTUNG
17
18