85
84
Pick and Place Using JM-x (continued)
;This Pick and Place example moves X,Y
;Placing parts 8x in 3 rows
;The common pick/start location is set to zero absolute
;Output 1 is used to signal an external gripper
E
PM-1, ;Select and clear program 1 (subroutine)
IA1M0,IA2M0 ;Go to start
U5 ;Output 1 on (Hold part)
PM-0 ;Select and clear program 0 (main program)
IA1M-0,IA2M-0 ;Make this location zero (Start)
U5 ;Output 1 on (Hold part)
IA1M1600 ;Move from pick location to place 1
LM0 ;Set loop marker here, loops will branch here
U4 ;Output 1 off (Drop part)
JM-1 ;Jump/return to program 1 to get another part
I1M800 ;Advance to next place location
L8 ;Do from loop marker 8x
I2M1200 ;Advance Y to next row
L-3 ;Do 3 rows
U4 ;End with Output 1 off (Drop part)
;This Pick and Place example moves X,Y
;Placing parts 8x in 3 rows
;The common pick/start location is set to zero absolute
;Output 1 is used to signal an external gripper
E
PM-1, ;Select and clear program 1 (subroutine)
IA1M0,IA2M0 ;Go to start
U5 ;Output 1 on (Hold part)
PM-0 ;Select and clear program 0 (main program)
IA1M-0,IA2M-0 ;Make this location zero (Start)
U5 ;Output 1 on (Hold part)
IA1M1600 ;Move from pick location to place 1
LM0 ;Set loop marker here, loops will branch here
U4 ;Output 1 off (Drop part)
JM-1 ;Jump/return to program 1 to get another part
I1M800 ;Advance to next place location
L8 ;Do from loop marker 8x
I2M1200 ;Advance Y to next row
L-3 ;Do 3 rows
U4 ;End with Output 1 off (Drop part)
Example #13
Motors run
Function
Pick and Place
Pick from common point and place
in 3 rows
2
(Pick)
start/end
®
®
¬
1 2 3 4 5 6 7 8
U4 U4 U4 U4 U4 U4 U4 U4
8 7 6 5 4 3 2 1
U4 U4 U4 U4 U4 U4 U4 U4
1 2 3 4 5 6 7 8
U4 U4 U4 U4 U4 U4 U4 U4
U5
0 1600 7200
Position
¯
¯
1
2
1200
3
2400
;This Pick and Place example moves X,Y
;Y axis moves tray of parts to advance next row
;Placing parts 5x in 2 rows
;The common pick/start location is set to zero absolute
;Output 1 is used to signal an external gripper
E
PM-2 ;Program 2 for getting part from Pick location
IA1M0 ;Move to home
U5,P1 ;Output 1 on to activate gripper
PM-1 ;Program 1 for placement of parts in row
U4 ;Output 1 off (release gripper)
JM-2 ;Go home and pick up another part
I1M800 ;Advance to next place location
L5 ;Do 5 places per row
PM-0 ;Program 0 is start/setup program
IA1M-0,IA2M-0 ;Make this location zero (Start)
SA1M3000,SA2M3000,A1M6,A2M6 ;Set speeds & accels
U5,P1 ;Output 1 on to activate gripper
LM0 ;Set loop marker, all loops will branch here
IA1M1600 ;Move out to 1st place location
JM1 ;jump to program 1 to do row
IA1M0 ;Clear out absolute saved moves from JM-X
I2M1200 ;move motor 2 over next row
L2 ;Advance another row (2 rows) and repeat
IA2M0,IA1M0 ;Motors home
U4 ;Let go with gripper
;This Pick and Place example moves X,Y
;Y axis moves tray of parts to advance next row
;Placing parts 5x in 2 rows
;The common pick/start location is set to zero absolute
;Output 1 is used to signal an external gripper
E
PM-2 ;Program 2 for getting part from Pick location
IA1M0 ;Move to home
U5,P1 ;Output 1 on to activate gripper
PM-1 ;Program 1 for placement of parts in row
U4 ;Output 1 off (release gripper)
JM-2 ;Go home and pick up another part
I1M800 ;Advance to next place location
L5 ;Do 5 places per row
PM-0 ;Program 0 is start/setup program
IA1M-0,IA2M-0 ;Make this location zero (Start)
SA1M3000,SA2M3000,A1M6,A2M6 ;Set speeds & accels
U5,P1 ;Output 1 on to activate gripper
LM0 ;Set loop marker, all loops will branch here
IA1M1600 ;Move out to 1st place location
JM1 ;jump to program 1 to do row
IA1M0 ;Clear out absolute saved moves from JM-X
I2M1200 ;move motor 2 over next row
L2 ;Advance another row (2 rows) and repeat
IA2M0,IA1M0 ;Motors home
U4 ;Let go with gripper
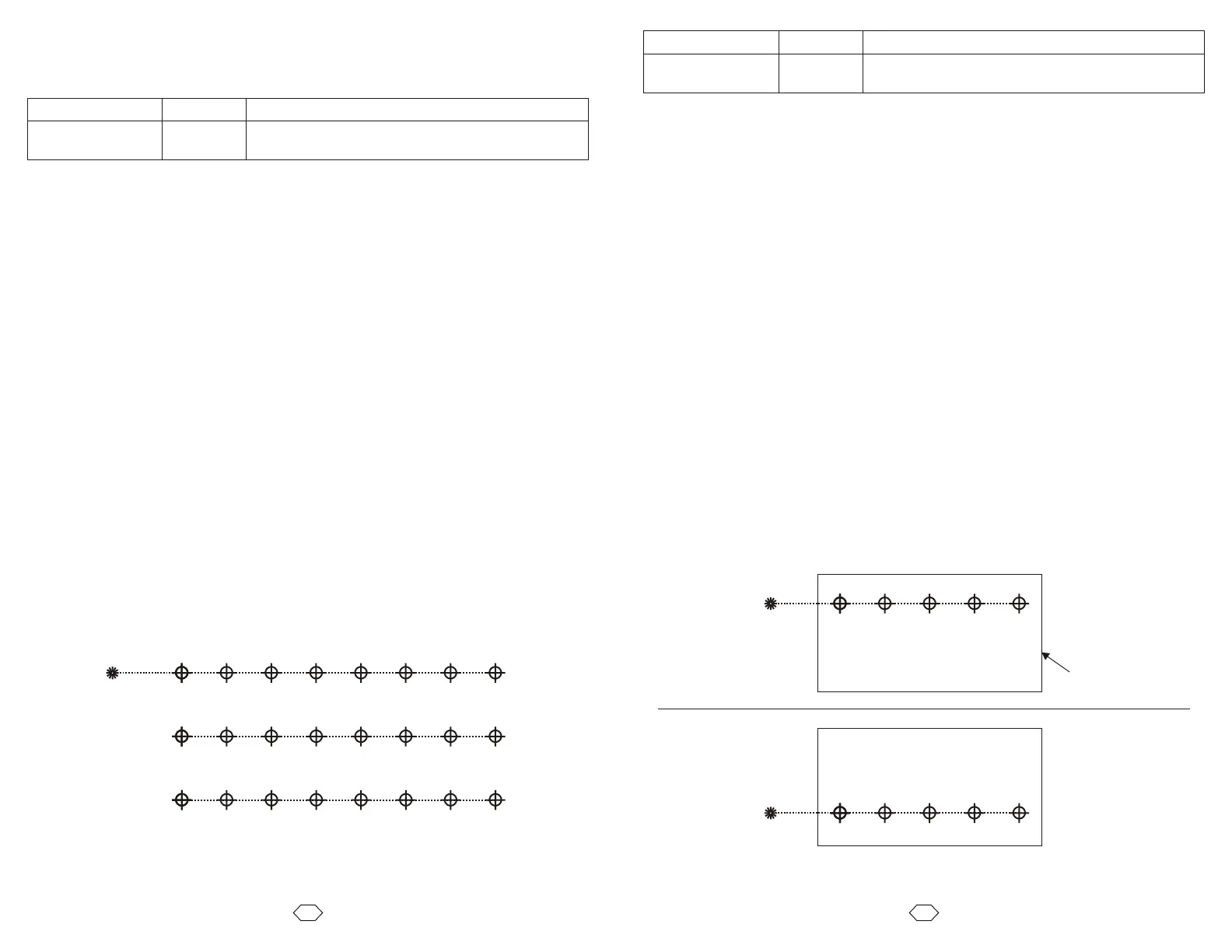
Example #14
Motors run
Function
Pick and Place
Pick from common point and place
in rows, Y axis moves tray of parts to next row
2
(Pick)
start/end
®
¬
1 2 3 4 5
U4 U4 U4 U4 U4
U5
(Pick)
start/end
®
¬
1 2 3 4 5
U4 U4 U4 U4 U4
U5
)) )) )) )) ))
1
1
2
1st Row
2nd Row
Tray