5 SUPPLEMENT
5-8
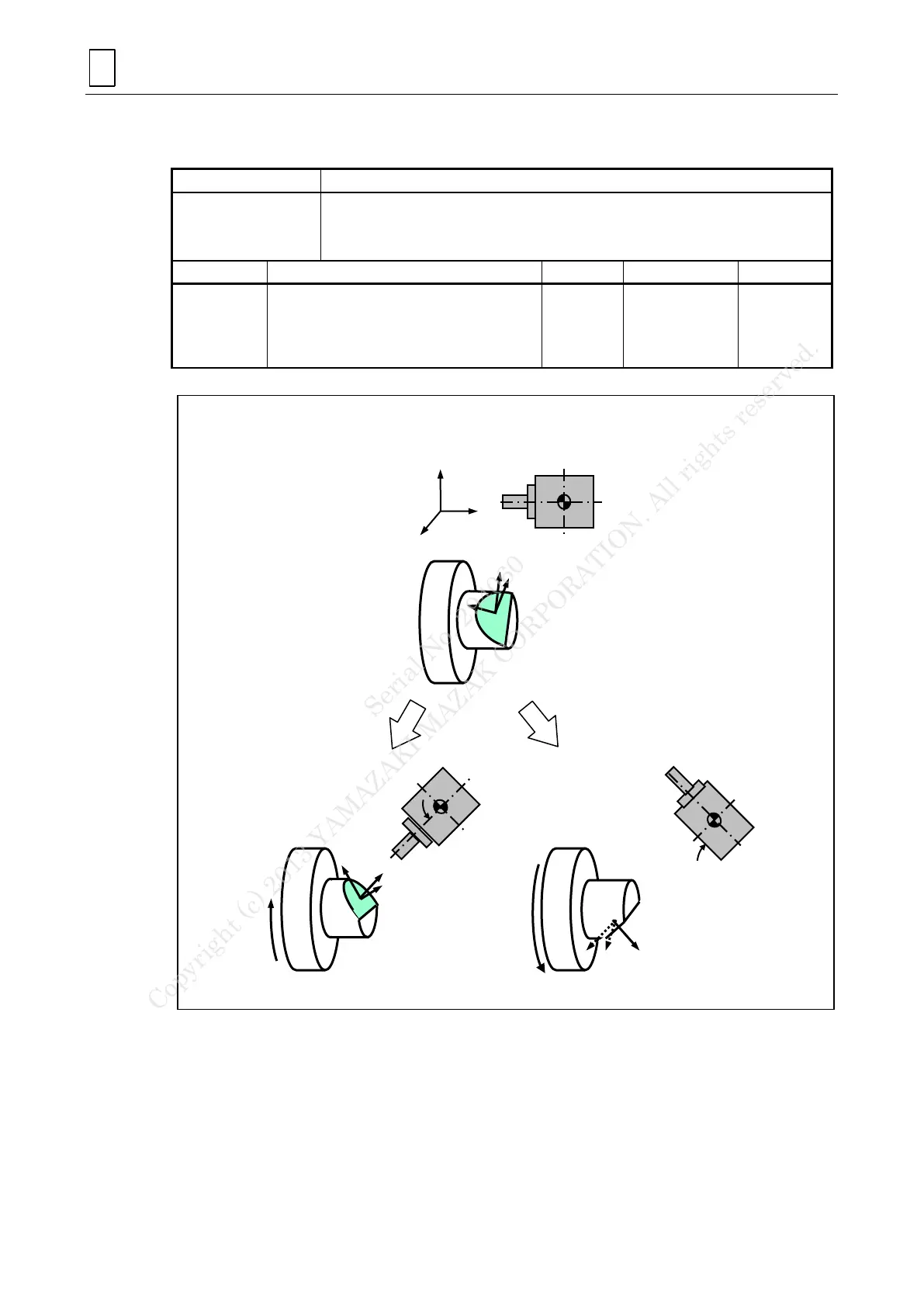
J. Tool-axis direction control
1. Command
The G53.1 command causes motions on the rotational axes concerned so as to make
parallel to, and of the same direction with, each other the direction of the tool axis (from the
tip along the perpendicular to the tool-swiveling axis) and the positive direction of the
Z-axis of the current feature coordinate system.
Selection of a solution for the axis of rotation.
P1: Solution with a positive angle of rotation on
the B-axis.
P2: Solution with a negative angle of rotation
on the B-axis.
2. Notes
Enter the G53.1 command in the mode of inclined-plane machining.
Be sure to enter the G53.1 command independently.
Workpiece
coordinate system
Operation caused by a G53.1 command
Feature coordinate
system (1st)
Feature coordinate
system (2nd)
Feature coordinate
system (2nd)
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.