4 MACHINING PROGRAM
4-32
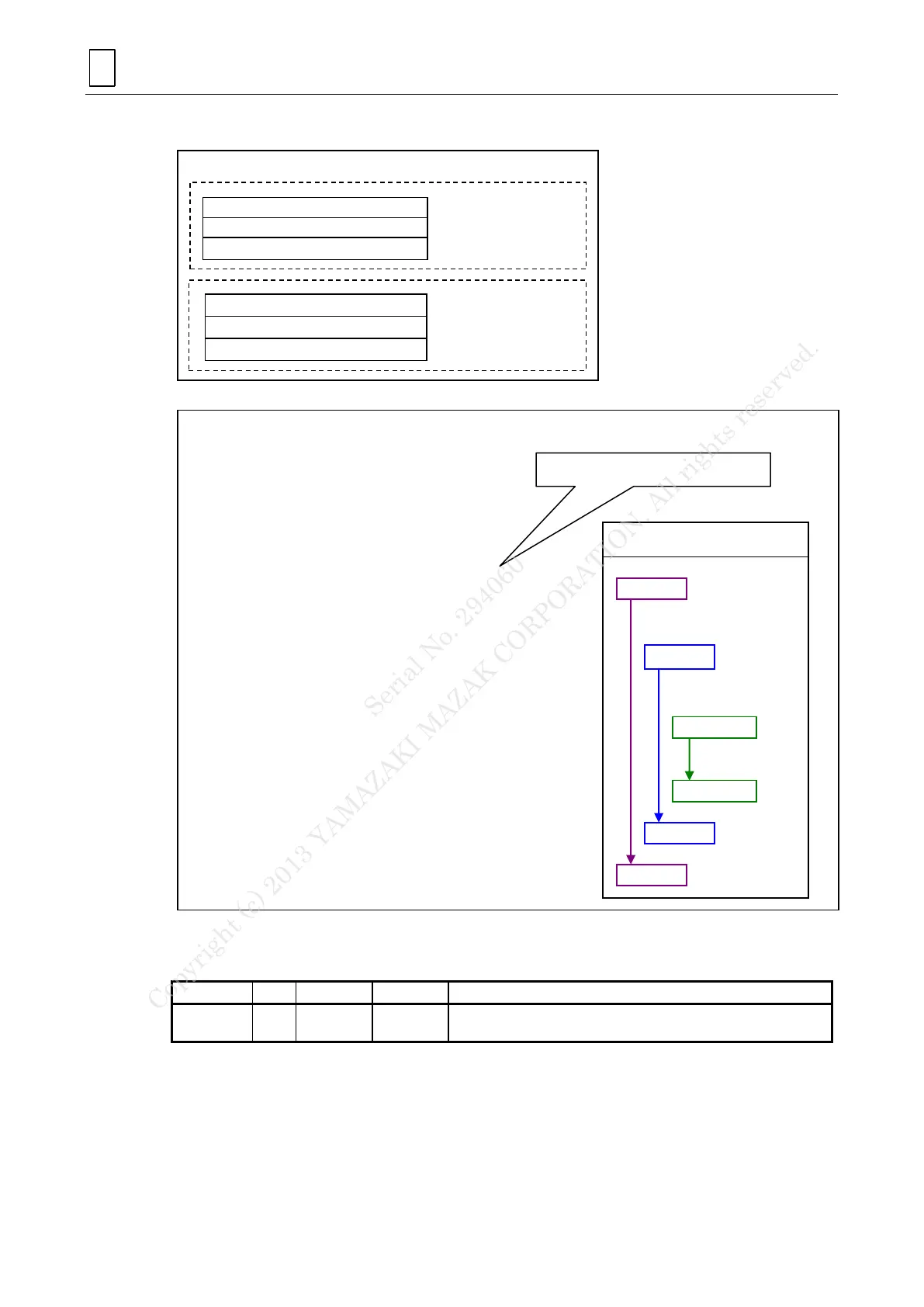
B. Program composition
C. Parameter setting
Parameter setting
Moving axes by using G49 (tool length offset cancel) in G43 (tool
length offset) mode Invalid
G61.1
M108
G90G53Bb
G90G00Cc
M107
G90G43G00XxYyZzHh
G17G90G00XxCc
G12.1
G01G41(G42)DdXxCcFf
(Machining pattern)
G40
G13.1
G64
Machining motion of program composition -Polar coordinate interpolation-
--- Geometry compensation
--- B-axes unclamping
--- B-axis positioning
--- C-axis positioning
--- B-axes clamping
--- Tool length offset
--- XC-plane selection
--- Polar coordinate interpolation
ON
--- Tool radius compensation
--- Machining pattern
--- Tool radius compensation OFF
--- Polar coordinate interpolation
OFF
--- Geometry compensation OFF
Polar coordinate
interpolation
The figure below indicates setting
of each mode
When G17 XC is commanded, X and C
move to the specified positions.
Instruction in
preparation motion
for machining
Instruction in
machining motion
Polar coordinate interpolation
Program composition element
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.