MACHINING PROGRAM 4
4-39
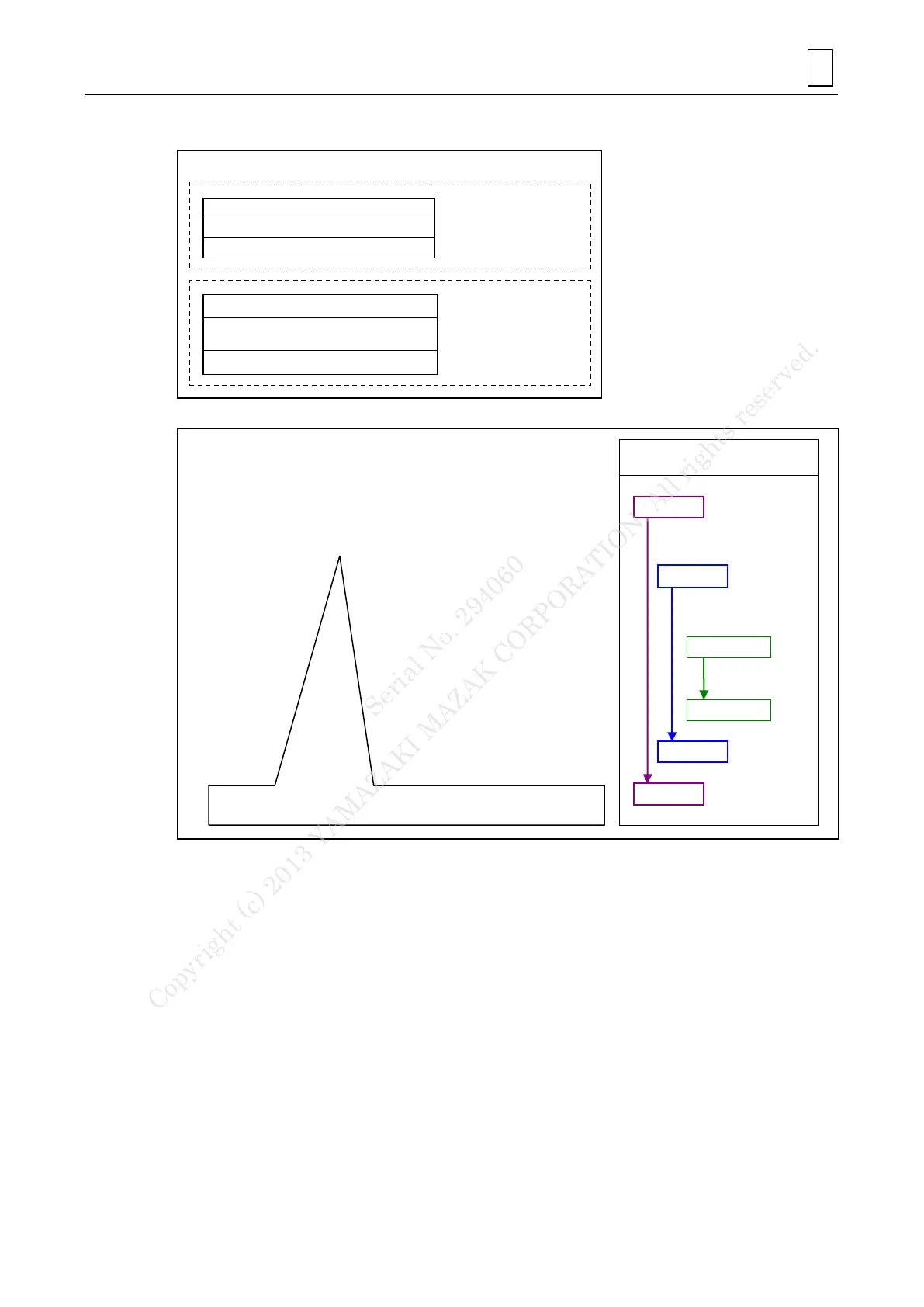
B. Program composition
G61.1
M108
G90G53Bb
G90G00Cc
G43.4G00XxYyZzBbCcHh
G5P2
G01XxYyZzFf
(Machining pattern)
G00XxYyZz
G5P0
G49
G64
Machining motion of program compositon -5-axis machining-
--- Geometry compensation
--- B-axes unclamping
--- B-axis positioning
--- C-axis positioning
--- Tool tip point control ON
--- High-speed machining mode ON
--- Head block for machining contour F-code
--- Machining pattern
--- Escape
--- High-speed machining mode OFF
--- Tool tip point control OFF
--- Geometry compensation OFF
High-speed
machining mode
The figure below indicates
the setting of each mode
Note: G43.4 should be commanded after positioning B and C axis
to avoid unexpected axis motion.
Instruction in
machining motion
Instruction in
preparation motion
for machining
High-speed machining mode
Tool tip point control
Table coordinate system
Program composition element
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.