4200T CNC Programming and Operations Manual
P/N 70000412F - Tool Page and Tool Management
9-20 All rights reserved. Subject to change without notice.
31-July-05
Motion of Tool during TNR Compensation
(1) At start-up of compensation
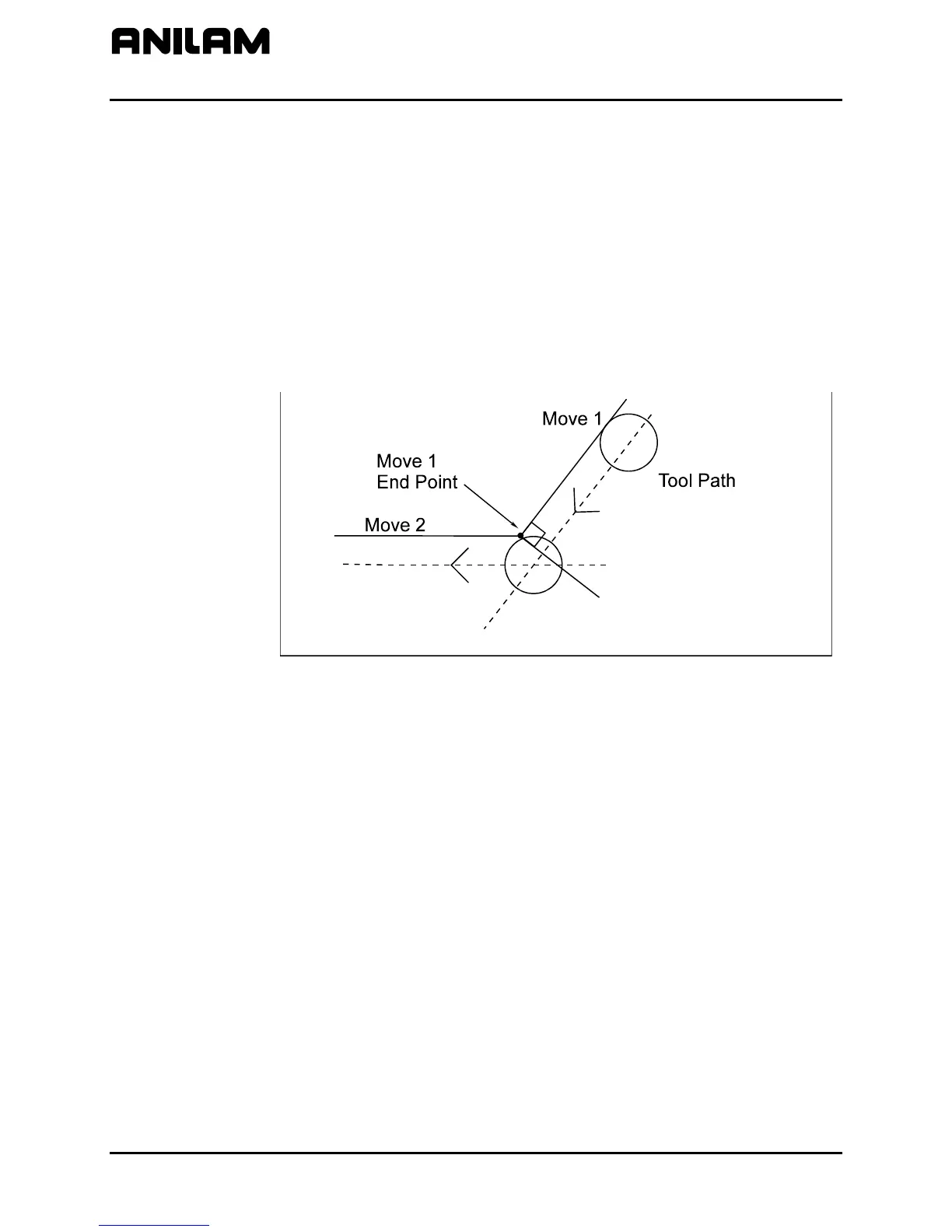
Refer to Figure 9-11. In linear to linear, or linear to circular moves, the
position at the end of the start-up block (block with G41 or G42) will be
perpendicular to the next programmed move in the axis. When two
consecutive moves are compensated, the tool follows its offset path
until it reaches the offset path for the second move.
The move which activates compensation (X, Z, or XZ) must move the
machine a distance no less than the tool nose radius in length. For
example, if nose radius is .0312", the vector of the move with G41 or
G42 must be at least .0312" long.
Figure 9-11, Consecutive Compensated Moves
(2) During TNR compensation
During TNR compensation, offset is performed correctly and
automatically. Non-positioning moves such as dwells, coolant, or other
auxiliary functions are allowed.
(3) In Offset cancel (G40)
The offset cancel code is G40. The TNR cancel block must contain a
move command (X, Z or XZ) no less than the tool nose radius value in
length. For example, if nose radius is .0312", the vector of the move in
the G40 block must be at least .0312" long.
The G40 block move must be linear (G00 or G01).
The control looks ahead to following blocks in order to compensate
correctly. When the control sees a G40 block coming up, the CNC
positions the tool tip perpendicular to the last move before the G40
block.
 Loading...
Loading...