4200T CNC Programming and Operations Manual
P/N 70000412F - Canned Cycles
All rights reserved. Subject to change without notice. 5-1
31-July-05
Section 5 - Canned Cycles
Programming a Z-Axis Turning/Boring Cycle with a Defined Profile (G73)
Format G73 Wn An Rn Sn Cn Bn Pn In Jn Kn
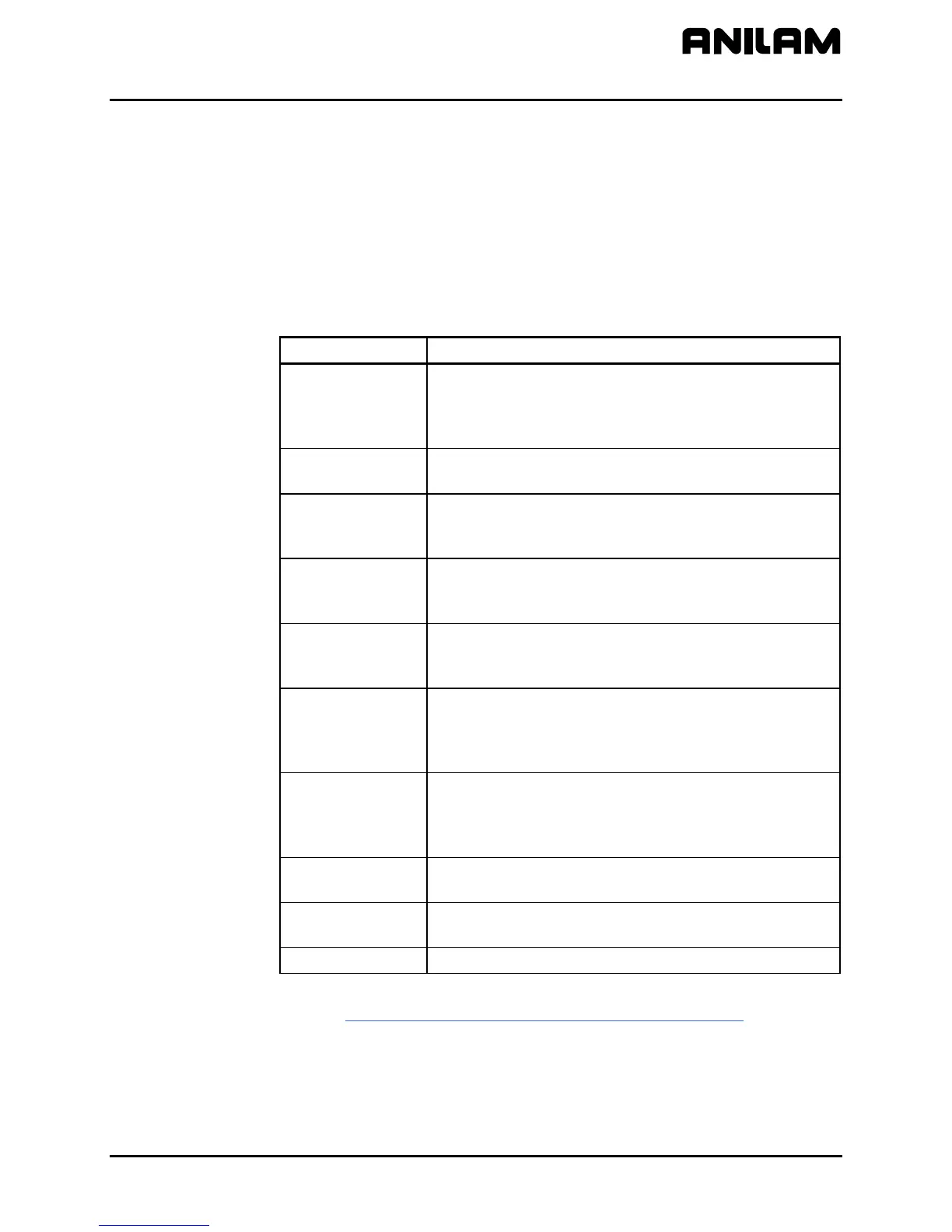
Refer to Table 5-1. The table lists the Address Words that define the
G73 (longitudinal) and G74 (radial) area clearance cycles.
Table 5-1, G73 and G74 Address Words
Address Word Description
W
Input Subprogram Number. Subprogram number in
which the part profile is programmed. Store in the
same file as the main program or use shape created
in the shape editor. Required.
A
Depth per Pass. Depth of material removed per
rough pass (per side). Required.
R
X Finish Stock. Amount of material left in X after
roughing cycle is finished. Removed during finish
pass. Optional.
S
Z Finish Stock. Amount of material left in Z after
roughing cycle is finished. Removed during finish
pass. Optional.
C
Finish pass indicator. 0 (no finish pass) or 1 (a
finish contour pass will be completed after the
roughing cycle). Required.
B
OD=1, ID=0: 1 (completes passes along the
Z-axis, away from the centerline) or 0 (completes
passes along the Z-axis, toward the centerline).
Required.
P
Undercut. Use value of 1 if undercuts are present in
the profile to be rough/finish cut. Leave the
parameter unassigned if no undercuts are present.
Optional.
I
X In Feed. Plunge Feedrate. (G94=Z In Feed)
Optional.
J
Rough feed. Feedrate for the roughing cycle.
Optional.
K
Finish feed. Feedrate for the finish cycle. Optional.
Refer to Figure 5-1, G73 Turning/Boring with Defined Profiles. G73 rough
machines a workpiece into a given profile, along the Z-axis (longitudinal).
The profile shape is defined by a subprogram. The subprogram number is
called in the cycle using the parameter W.
 Loading...
Loading...


