4200T CNC Programming and Operations Manual
P/N 70000412F - Canned Cycles
5-2 All rights reserved. Subject to change without notice.
31-July-05
The subprogram profile is programmed after the end of the main program
and uses the letter O. The profile program can contain lines, arcs and
angles. You can use the shape editor. An optional finish pass removes the
finish stock amount defined by parameters R (X) and S (Z).
NOTE: The X ending point of the shape should be the largest diameter
point for OD and smallest diameter point for ID on the shape.
A different feedrate can be programmed for rough (J) and finish (K)
passes. Parameter B determines whether the roughing cycle is an outer
diameter profile (B = 1) or an inner diameter profile (B = 0). The finish
pass is taken directly along the part profile.
Figure 5-1, G73 Turning/Boring with Defined Profiles
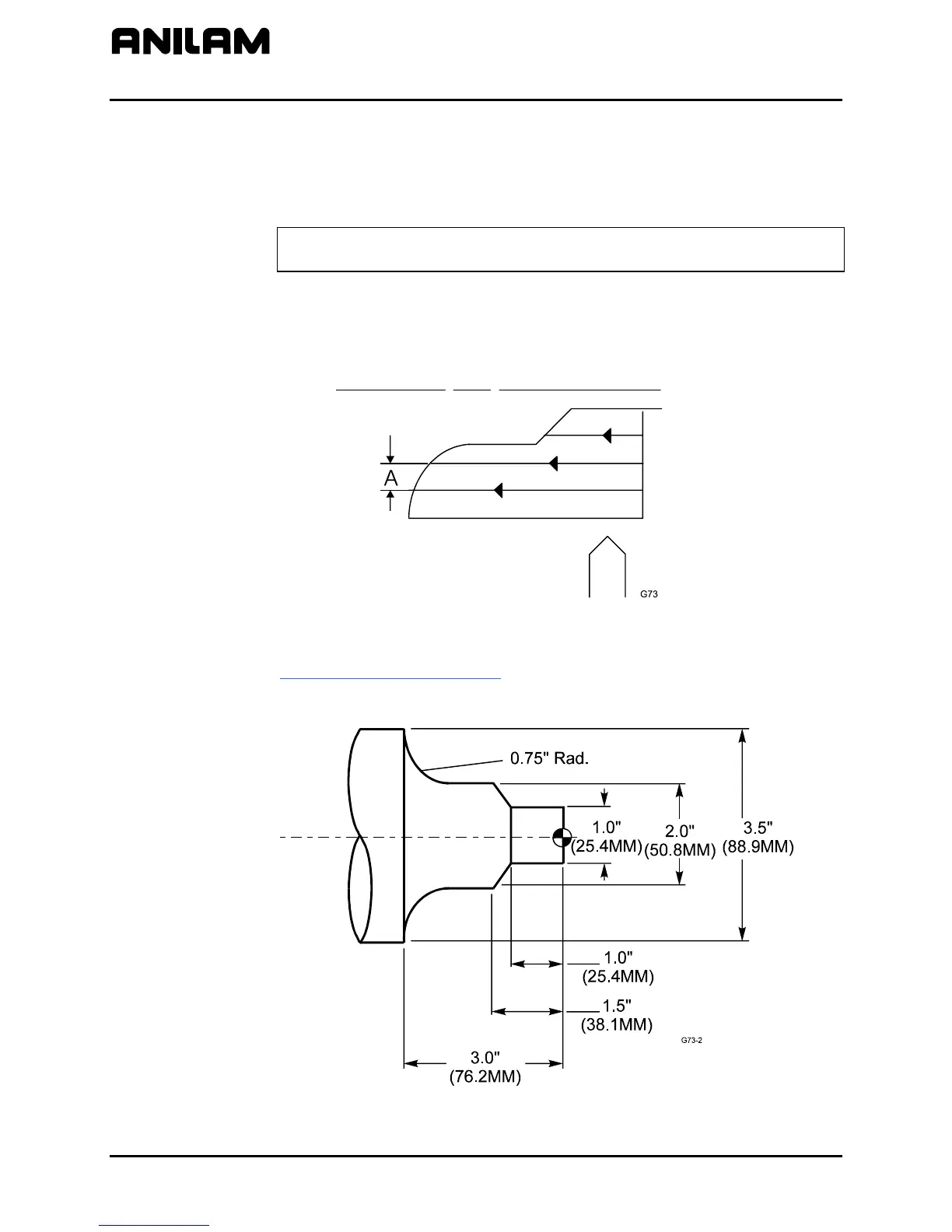
Refer to Figure 5-2. The diagram shows the part programmed in
Table 5-2, G73 Part Program
. The program demonstrates how to use
G73 to perform a longitudinal Area Clearance (turning/boring) cycle.
Figure 5-2, G73 Part Program
 Loading...
Loading...