4200T CNC Programming and Operations Manual
P/N 70000412F - Advanced Programming Features
16-20 All rights reserved. Subject to change without notice.
31-July-05
N03 ....... No end of program used
Mysub.g
N01 O200 Subroutine format
N02 ....
N03 ....
N04 ....
N05 M99 End of subroutine
Sample Parametric Program
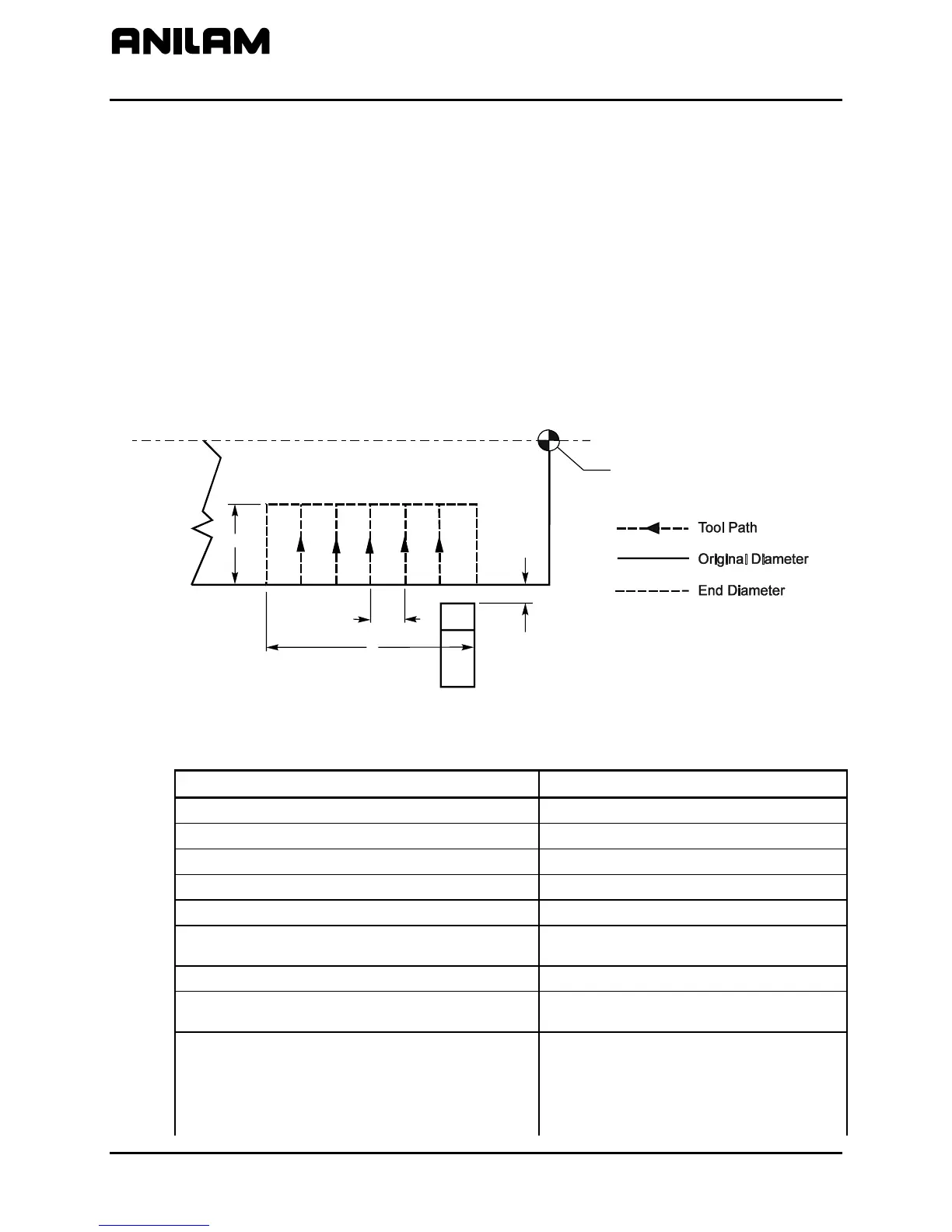
Refer to Figure 16-1. The diagram represents the part that will be
programmed. Refer to Table 16-21. The program uses parametric
programming features to create a G81 longitudinal grooving cycle.
W
B
X
Z
X0, Z0
Figure 16-1, G81 Longitudinal Grooving Cycle
Table 16-21, Parametric Programming Example
Program Body Comments
N005 G90 G70 G0 TO X0 Z0
N010 G94 F20.0
N030 T1
N050 X2.1 Z-1.
N055 G65 P100 Z-.500 X-.500 W.200
*Calls Macro 100
N060 T0 G0 X0 Z0
*CNC returns here when the macro is
completely executed.
N100 M2
*Ends main program
N105 O100 *Begin Macro for Canned Cycle
*The O address word identifies the
program as a macro (or subprogram).
*PARAMETERS PASSED
*X #24 = depth of groove
*External groove only. Z positioned at
start of groove.
*Z #26 = width of groove
*Groove size negative, Z moves
toward spindle.
 Loading...
Loading...