CNC Setup Utility Manual
P/N 70000490C - Machine Constants
All rights reserved. Subject to change without notice.
10-December-04
2-87
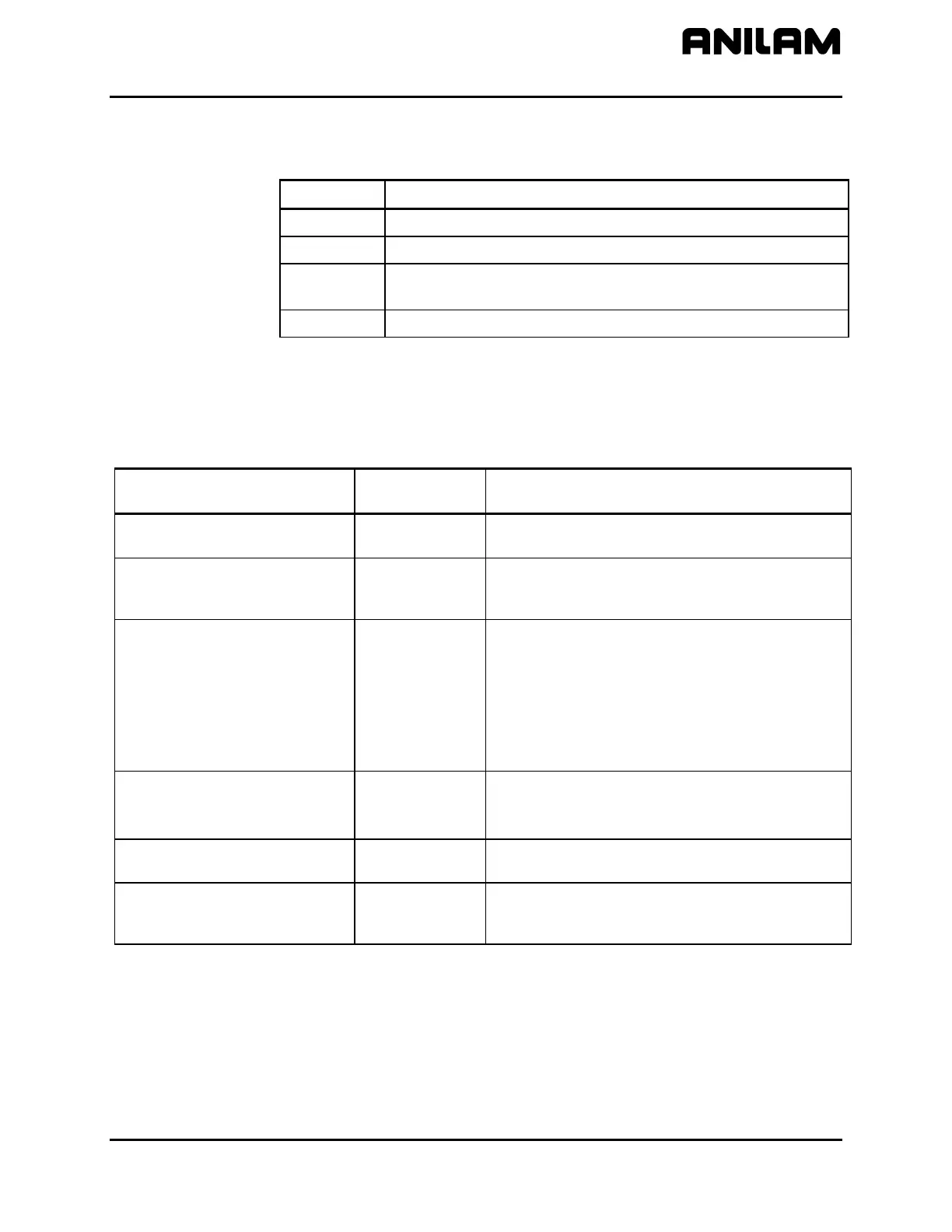
The available activation options are listed in Table 2-7.
Table 2-7, Tool Setup Activation Options
Setting Description
No Function is not used.
On Tn Function activates only when a tool is activated (T-Word).
On M6 Function activates only when Tool Changer M-function
(M6) activated.
Both Function activates when a tool number or M6 is activated.
Manual Tool Change Operation
For manual tool change operations (that is, when a tool changer is not
being used), use the settings specified in Table 2-8.
Table 2-8, Manual Tool Change Settings
Manual Tool Change
Parameters
Required
Setting
Description
MC_5000: Activate tool-length
offset
On Tn Tool-Length Offset activates upon completion of a
T-word command to the Programmable Controller.
MC_5001: Output signal
On Tn Refers to T-code data being sent to the
Programmable Interface. Select On Tn to enable
the output signal when the T-code activates.
MC_5006: Stop program
execution
No or On Tn Halts the running program until given a Cycle Start
from the Manual Panel. For manual tool change
operations using a Programmable Controller, set
this selection to No (disabled). For manual tool
change operations without a Programmable
Controller, set to On Tn. The CNC will hold
program run and display a message. Press
START
to resume program run.
MC_5007: Tool changer
installed
None
Set to None (disabled). Use this selection to
enable closed loop orientation of the spindle during
tool changer operation.
MC_5011: Number of digits in
T word
4 Format of T-words (Txxxx).
MC_5015: Force spindle off
during tool change
Yes Forces spindle to be off before processing a tool
change command. If spindle On, the CNC will
generate an error message.