Ultra Training Manual
26
The main control is the brain of the machine. The control board is the single component that contains all of the
programming software, it interprets all the data it receives from the level probe (LAF & PAF), temperature sensors,
switch inputs and torque monitor/sensor board. The input data received will command accordingly to turn on the out-
puts to maintain a cold or ice product in the hopper.
Mechanical System
The mechanical system mixes the product, shaves the product from the cooling drum and pushes the product for-
ward during dispensing mode. The product mixing and dispensing occurs as the auger motor rotates the auger. The
auger will stop and run counterclockwise for 2 minutes on the hour or during a certain sequence that takes place with
time and temperature of the product.
The thickness of the product is measured with a torque sensing system. This system utilizes two pins, one located on
the auger shaft and one located on the auger motor shaft. The auger shaft is connected to the auger motor shaft via
torsion springs, which allow the two pins to separate under torque. The distance between the pins is measured with a
torque sensing board that emits a light beam every time the beam is broken by the pin on the auger motor. A signal is
sent (voltage) to the main control board. The main control board processes this information and energizes/de ener-
gizes the refrigeration system as needed to keep the product thickness consistent. The dispense system or faucets
are manually operated by pulling down on the faucet handle until cup is full then release handle.
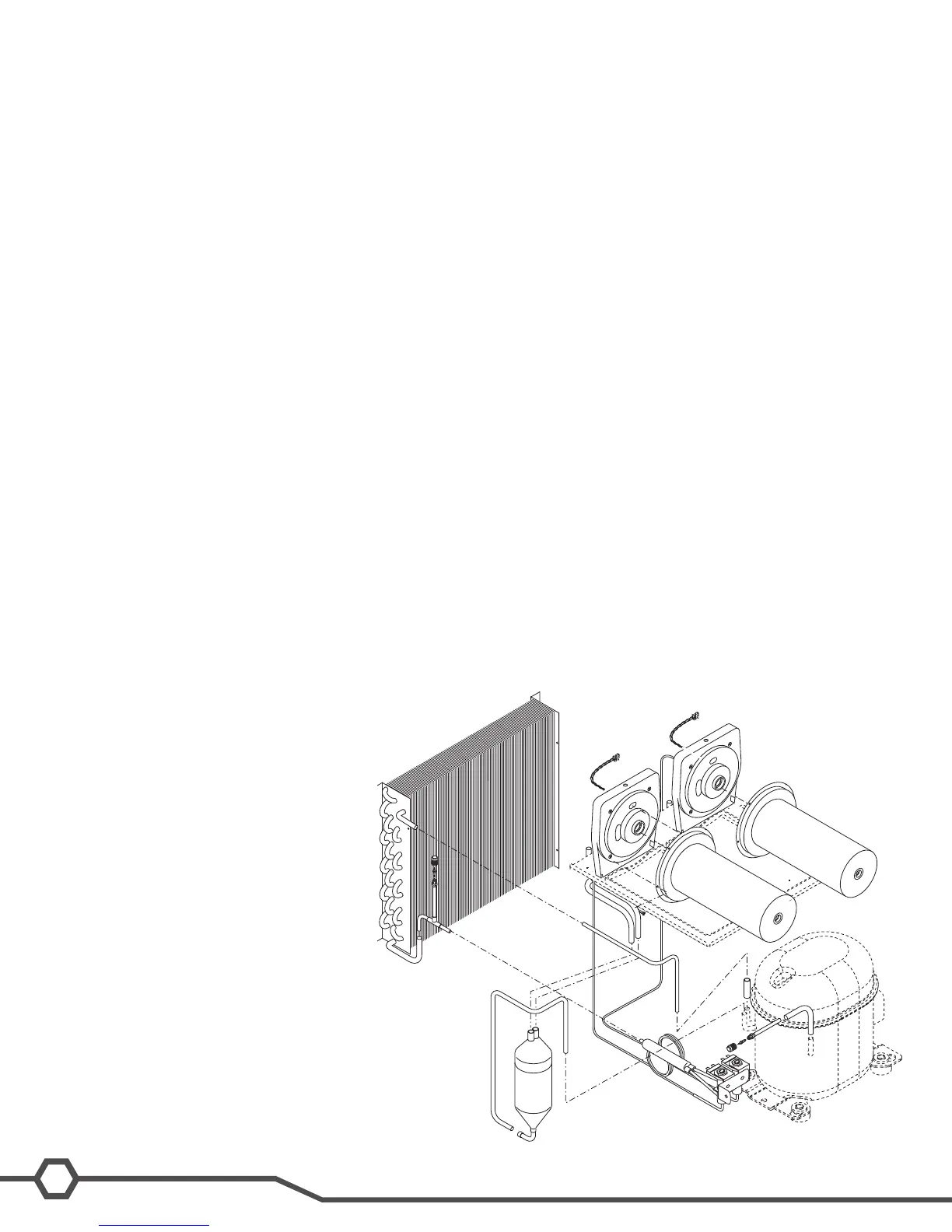
Refrigeration System
The cooling system for the Ultra is designed to make a frozen slush. This is accomplished through the use of a
torque monitored refrigeration system. Upon initial startup of the machine, the compressor and fan will turn on after
a delay. The amount of time for the delay is based on the cooling drum temperature. For instance, if the thermistors
sense that both barrels, (one for Ultra-1), are above 50º F when the machine is powered up, the delay time is 1 min-
ute. If any of the barrels are below 50º F, then the delay time is 6 minutes. Once the compressor and fan are opera-
tional the removal of heat from the product begins, cooling the product to programmed consistency.
New control bard (44039.1000) will run the condenser fan for a 2 minute On and 10 minute Off cycle anytime the
power is on and it’s not running for refrigeration purposes.
The thickness, (consistency), is set within the program menu and can range from 1 to 16. The thickness setting is
3 times the number, which is related to
torque. The programmed setting is the
operating parameter for the torque circuit,
which monitors the product thickness.
When the torque circuit determines
desired thickness is achieved the cor-
responding refrigerant valve is turned off
and the compressor remains on for 30
seconds. If during this time the processor
determines that cooling is still needed in
the
barrels, the valve will open and the com-
pressor continues to run. When the torque
reading stays above the desired set point
for over 30 seconds, then the micro-
processor will shut off the output to the
compressor relay coil, which turns off the
compressor. The condenser fan runs for
an additional minute after the compressor
has shut down. Once the compressor has
shut down it requires a 6 minute delay
before it can restart.
The system will determine if cooling is
needed based on the torque reading.
Software has some hysteresis pro-