61
4 OPIS KONTROLEK
4.1 KONTROLKI UMIESZCZONE Z PRZODU URZĄDZENIA
A- Pokrętło ustawiające.
Pokrętło służy do regulacji czasu punktowego spawania.
Proces spawania rozpoczyna się w momencie przyciśnięcia
wyzwalacza palnika. Czas spawania jest ustawiany za
pomocą pokrętła. Aby rozpocząć cały cykl pracy od począt-
ku, należy przycisnąć wyzwalacz palnika ponownie.
B- Zielona dioda LED.
Sygnalizuje, że urządzenie jest włączone.
C- Żółta dioda LED.
Zapala się, gdy termostat zakłóca pracę urządzenia (spa-
warki).
D-Pokrętło ustawiające.
Pokrętło służy do regulowania szybkości spawania.
E- Wybierak.
Włącza i wyłącza spawarkę, wybiera zakresy napięcia dla
cyklu spawania.
F- Wybierak
Umożliwia dokładne dostrojenie napięcia spawania w zakre-
sie ustalonym wcześniej przez przełącznik E.
G- Zaciski uziemiające.
Zaciski, do których podłącza się przewody uziemiające.
(Niektóre wersje posiadają jeden zacisk uziemiający).
H- Łącznik centralny Miejsce, do którego podłącza się
palnik.
5 SPAWANIE
5.1 INSTALACJA
Sprawdzić, czy średnica drutu odpowiada wartości podanej
na rolkowym podajniku przewodu., oraz czy wybrany pro-
gram jest zgodny z rodzajem materiału i rodzajem stosowa-
nego gazu. Dla drutów aluminiowych używać podajniki z
wyżłobieniami w kształcie litery „U”, natomiast dla pozosta-
łych drutów podajniki z wyżłobieniami w kształcie litery “V”.
5.2 PRZYGOTOWANIE URZĄDZENIA DO SPAWANIA
• Podłączyć zacisk uziemiający do obrabianego materiału.
• Ustawić przełącznik E to 1.
• Usunąć dyszę ujścia gazu.
• Odkręcić końcówkę kontaktu.
• Włożyć drut do tulei palnika, upewniając się, czy znajduje
się on we wnętrzu wyżłobienia podajnika, oraz czy podajnik
jest we właściwej pozycji.
• Przycisnąć wyzwalacz palnika, aby przesunąć drut do
przodu, tak, by wyszedł z panika.
• Uwaga: utrzymywać twarz z dala od pistoletu, gdy drut
jest przewlekany.
• Przykręcić końcówkę kontaktu, upewnić się, czy przekrój
jest taki sam jak używanego drutu.
• Zamontować dyszę palnika.
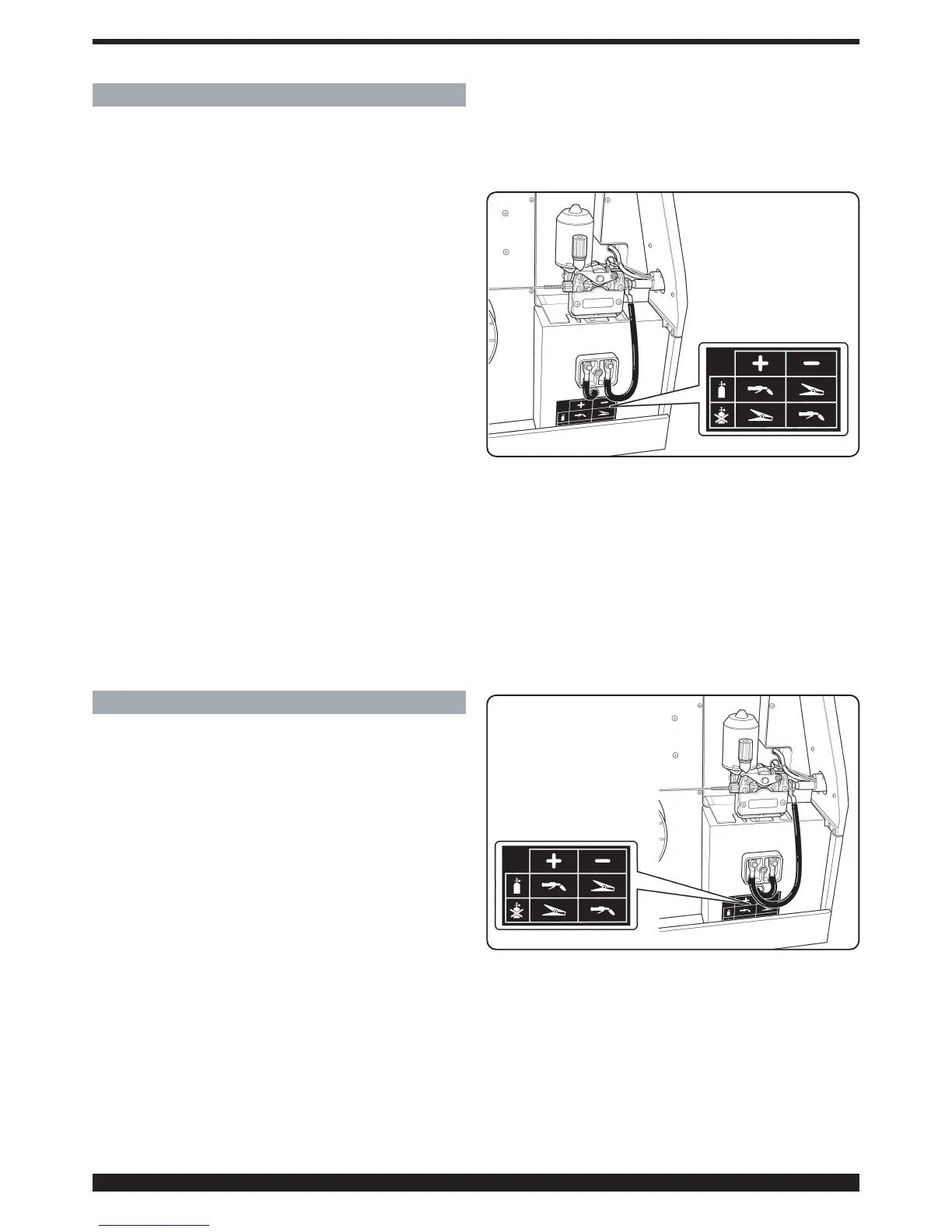
5.3 SPAWANIE STALI WĘGLOWEJ BEZ OCHRONY
GAZOWEJ (dotyczy jedynie Arts. 574 oraz 575).
Sprawdzić, czy przewody zostały właściwie założone na
tablicy rozdzielczej terminala i czy bieguny zostały ustawio-
ne w sposób poprawny (dotyczy jedynie Art. 574 oraz 575,
zobacz Rys.4 ).
Aby uzyskać dobre i bezpieczne spawy, należy zawsze pra-
cować od lewej do prawej, i z góry na dół. Po zakończeniu
spawania należy usunąć wszelkie odpady. Przewód z rdze-
niem topnikowym (flux) może być stosowany z urządzeniem
Art. 1587, Ø 0.9mm.
5.4 SPAWANIE STALI WĘGLOWEJ Z OCHRONĄ GAZO-
WĄ
Należy sprawdzić, czy przewody zostały właściwie zamonto-
wane na desce rozdzielczej terminala, oraz czy bieguny
zostały ustawione poprawnie (dotyczy jedynie Art. 574 oraz
575, zobacz Rys.5).
Do spawania tych materiałów należy:
• Stosować mieszanki gazów spawalniczych, zwykle
ARGON + CO2 z zawartością argonu przekraczającą 75%.
Przy użyciu takiej mieszanki, wykonywane spawy będą trwa-
łe i będą posiadać dobry wygląd. Używanie czystego CO2
jako gazu ochronnego daje wąskie spoiny i zapewnia głęb-
szą
penetrację, lecz znacząco podnosi ilość powstających
odprysków.
• Używać druty spawalnicze tej samej jakości co spawana
stał. Należy zawsze stosować najlepszej jakości druty, unikać
spawania przy użyciu zardzewiałych drutów, co może powo-
rys.4
rys.5