14/30
6 DESCRIZIONE DELLE FUNZIONI DEL DISPLAY TOUCH SCREEN
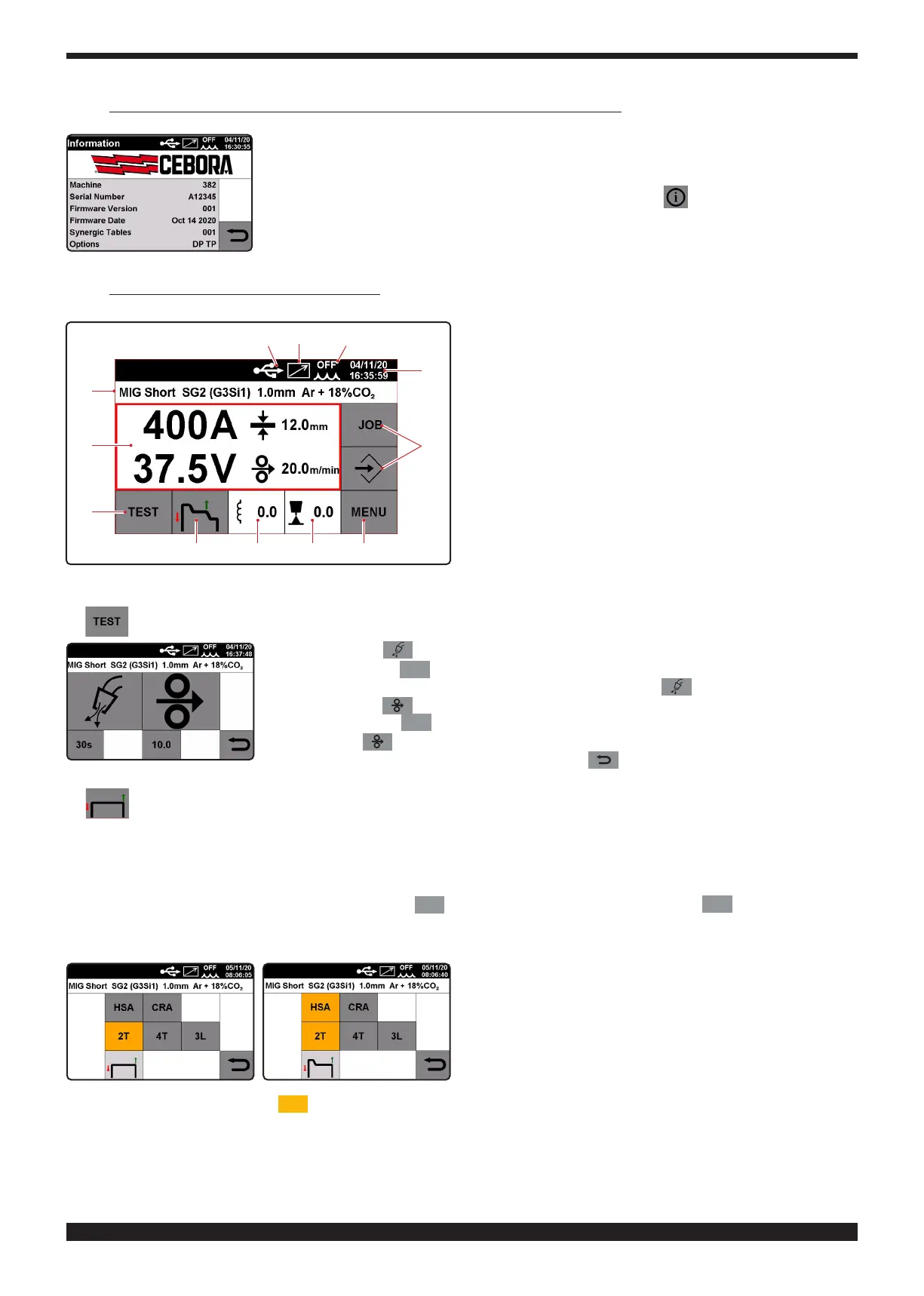
All’accensione della macchina il display, per qualche istante, visualizza: il numero di articolo
della macchina, il numero di matricola, la versione del Firmware, la data di sviluppo del Firmwa-
re, il numero di release della tabella delle curve sinergiche e le opzioni legate al generatore.
Questa informazione viene riportata anche all'interno del menu .
6�1 Processo MIG� Schermata iniziale
A
B
C D E F
G
N
O
M L H
A
Il display visualizza la corrente di saldatura in Ampere,
la tensione di saldatura in Volt, lo spessore consigliato
inmmelavelocitàdellodisaldaturainm/min.Durante
la saldatura il display segnala in modo continuo i valori di
corrente e tensione, mentre al termine della saldatura se-
gnala l’ultimo valore di Ampere e Volt e compare la scritta
HOLD. Quando il display visualizza i parametri in HOLD,
sono di colore BLU. Quando siamo in HOLD se premiamo
sul centro del display si apre una schermata che visualizza
i parametri principali dell’ultima saldatura: il tempo di arco
acceso in secondi , il tempo della corrente principale in se-
condi, la corrente media in Ampere, la tensione media in
Volt e l’energia totale in Kj.
I parametri di ampere e volt si regolano, in modo sinergico, tramite la manopola 2.
B
Pereseguireiltestgaseiltestdelloselezionareilsimbolocorrispondente.
Premendo il tasto (test gas) il gas fuoriesce dalla torcia per un tempo, che si regola
selezionando il tasto
30
e regolandone il valore, tramite la manopola 2, da 1 a 60 secon-
di. Per interrompere la fuoriuscita del gas ripremere il tasto .
Premendo il tasto (testlo)illofuoriescedallatorciaadunavelocità,chesiregola
selezionando il tasto
8.0
e regolandone il valore, tramite la manopola 2, da 1 a 22 metri/
minuto, il tasto deve essere mantenuto premuto per tutta la durata del test.
Per tornare al menù precedente premere il tasto .
C
Start Stop
Per scegliere il modo di inizio saldatura 2T, 4T o 3L selezionare il simbolo corrispondente.
Modo 2T.
La macchina inizia a saldare quando si preme il pulsante della torcia e si interrompe quando lo si rilascia. Assieme
al modo 2T si può selezionare anche il parametro
HSA
(Hot Start Automatico) e il parametro
CRA
(Riempimento del
Cratere Finale). I 2 parametri HSA e CRA possono essere attivati entrambi, nello stesso momento o possono essere
attivati singolarmente.
Una volta attivato il parametro
HSA
, l’operatore potrà regolare la Corrente iniziale dal 10 al 200% della corrente di
saldatura.
Potrà regolare il Tempo di corrente da 0,1 a 10 secondi. Potrà regolare anche il Tempo di raccordo tra la corrente
iniziale e la corrente di saldatura da 0,1 a 10 secondi.
Per regolare i valori della Corrente iniziale, del Tempo di corrente e del Tempo di raccordo bisogna entrare nel