16/30
La corrente di cratere può essere regolata da dal 10 al 200% della corrente impostata di saldatura.
La saldatura inizia alla pressione del pulsante torcia.
La corrente richiamata sarà la corrente iniziale.
Questa correntevienemantenutanoa quandoilpulsantetorcia rimane premuto;alrilasciodel pulsante,questa
correntesiraccordaallacorrentedisaldaturaequestavienemantenutanoaquandoilpulsantetorcianonviene
nuovamente premuto.
Alla successiva pressione del pulsante torcia la corrente di saldatura si raccorda alla corrente di cratere ed è mante-
nutanoalrilasciodelpulsantetorcia.
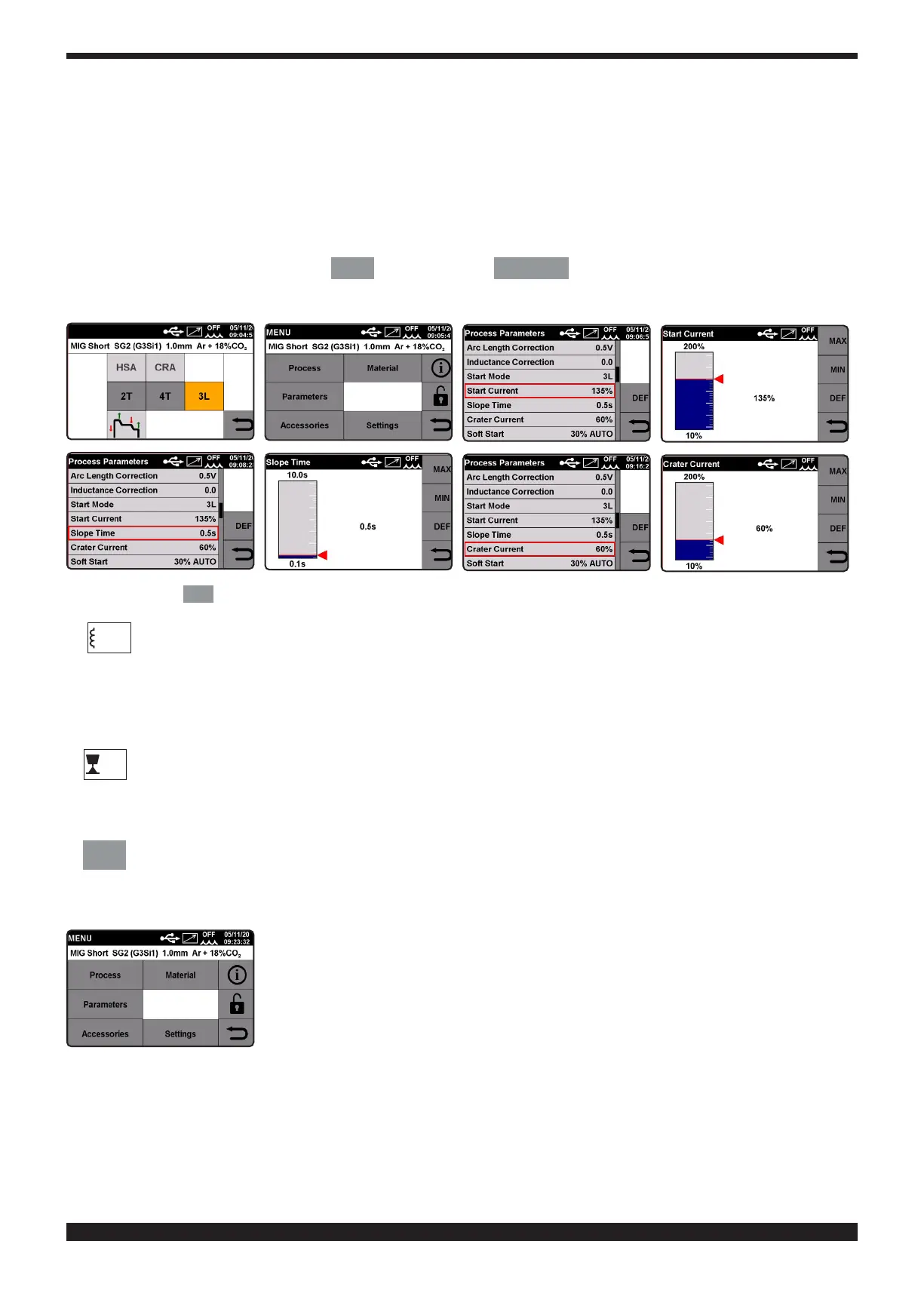
Per regolare i valori della corrente iniziale, del tempo di raccordo e della corrente di cratere bisogna entrare nel
menu principale selezionando il tasto F
MENU
e tramite il tasto
PARAMETRI
entrare nel menu, parametri di processo.
Ruotando la manopola 2 si seleziona il parametro, premendola si entra nella schermata di regolazione e ruotandola
si regola il valore.
Premendo il tasto
DEF
si rimettono i parametri preimpostati dal costruttore.
D
Induttanza�
La regolazione può variare da -9,9 a +9,9. Lo zero è la regolazione impostata dal costruttore, se il numero è negativo
l’impedenza diminuisce e l’arco diventa più duro mentre se aumenta diventa più dolce.
Peraccedereallafunzioneesufcienteselezionarlausandoundito.Perregolareilvaloreèsufcienteruotarelama-
nopola 2.
E
Correzione d'arco�
Permodicarelalunghezzad’arcoèsufcienteselezionarla,conundito.Perregolareilvaloreèsufcienteruotarela
manopola 2.
F
MENU
Menu�
Perselezionarequestafunzioneèsufcienteselezionarlaconundito.
Selezionandola si entra nel Menu Principale.