19/30
Accostaggio�
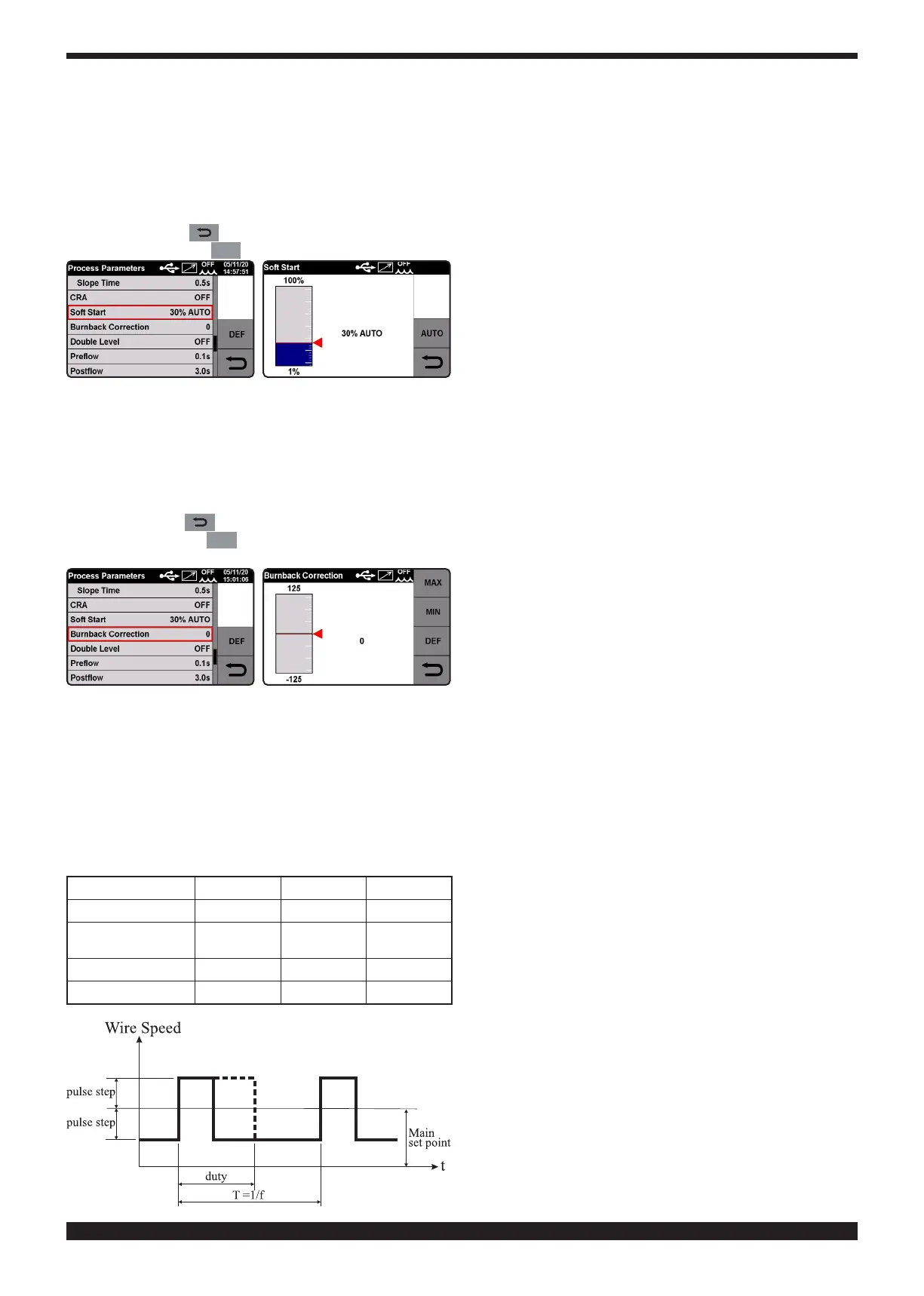
Laregolazionepuòvariareda0a100%.E’lavelocitàdello,espressainpercentualedellavelocitàimpostataper
lasaldatura,primacheillotocchiilpezzodasaldare.
Questa regolazione è importante per ottenere sempre buone partenze.
La regolazione del costruttore è in Auto (funzione preregolata)
Ruotando la manopola 2 si seleziona il parametro e si conferma la scelta, premendo la manopola.
Si regola il valore con la rotazione della manopola 2 Perconfermarelasceltaèsufcientepremerelamanopola2
oppure il tasto .
Premendo il tasto
DEF
si rimettono i parametri preimpostati dal costruttore.
• Correzione burnback.
Laregolazionepuòvariareda-9,9a+9,9.Servearegolarelalunghezzadellouscentedall’ugellogasdopola
saldatura.Anumeropositivocorrispondeunamaggiorebruciaturadello.
La regolazione del costruttore è a 0 (funzione preregolata).
Ruotando la manopola 2 si seleziona il parametro e si conferma la scelta, premendo la manopola.
Si regola il valore con la rotazione della manopola 2 Perconfermarelasceltaèsufcientepremerelamanopola2
oppure il tasto .
Premendo il tasto
DEF
si rimettono i parametri preimpostati dal costruttore.
• Doppio livello.
Solo nei processi MIG/MAG sinergici. Questo tipo di saldatura fa variare l'intensità di corrente tra due livelli. Prima di
impostare la saldatura con doppio livello è necessario eseguire un breve cordone di saldatura così da determinare
lavelocitàdiloediconseguenzalacorrenteperottenerelapenetrazioneelalarghezzadelcordoneottimaliper
il giunto che volete realizzare.
Sideterminacosìilvaloredellavelocitàdiavanzamentodello(equindidellacorrispondentecorrente)acui,ver-
ranno alternativamente sommati e sottratti i metri al minuto che verranno impostati.
Primadell’esecuzioneèbenericordarecheinuncorrettocordonelasovrapposizionetrauna“maglia”el’altradeve
essere almeno del 50%.
MIN MAX DEF
Frequenza
0,1 Hz 5,0 Hz 1,5 Hz
Differenza di
velocità
0,1 m/min 3,0 m/min 1,0 m/min
Ciclo lavoro 25% 75% 50%
Correzione arco -9,9 9,9 0,0