25/30
A
Il display visualizza la corrente di saldatura in Ampere, e la tensione di saldatura in Volt.
B
Hot Start.
E' la sovracorrente erogata nel momento dell’accensione dell'arco.
La regolazione va da 0% al 100% della corrente impostata di saldatura.
C
Arc Force�
E' la regolazione della caratteristica dinamica dell’arco.
La regolazione va da 0% al 100% della corrente impostata di saldatura.
F
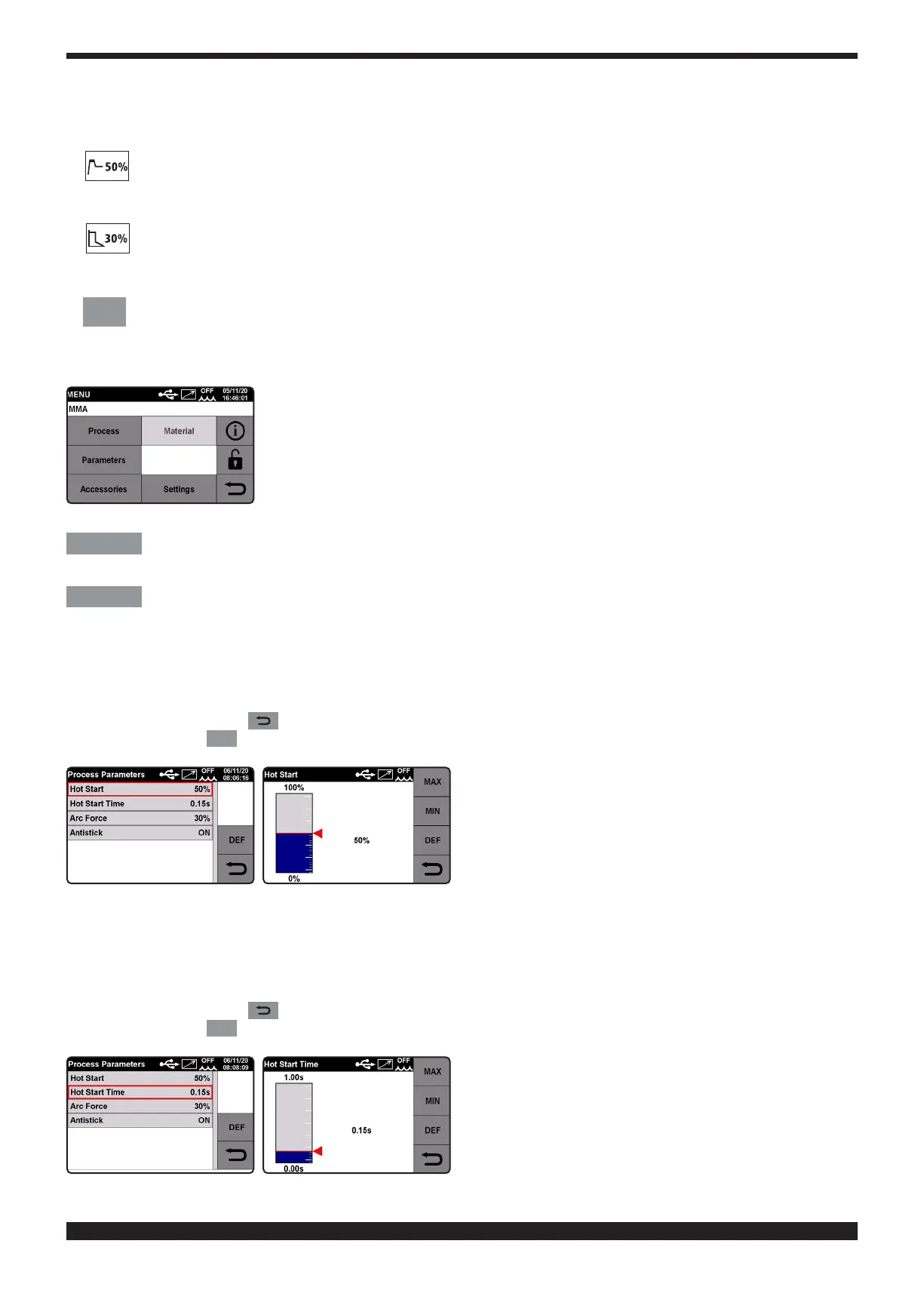
MENU
Menu�
Perselezionarequestafunzioneèsufcienteselezionarlaconundito.
Selezionandola si entra nel Menu Principale.
Processo
SCELTA DEL TIPO DI PROCESSO DI SALDATURA, MIG o MMA (vedi spiegazione dentro il capitolo
del Processo MIG).
Parametri
SCELTA DEI PARAMETRI DI PROCESSO
• Hot Start�
E' la sovracorrente erogata nel momento dell’accensione dell'arco.
La regolazione va da 0% al 100% della corrente impostata di saldatura.
Ruotando la manopola 2 si seleziona il parametro e si conferma la scelta, premendo la manopola.
Si regola il valore con la rotazione della stessa manopola 2 Perconfermarelasceltaèsufcientepremerelama-
nopola 2 oppure il tasto .
Premendo il tasto
DEF
si rimettono i parametri preimpostati dal costruttore.
• Hot Start Time�
E il tempo della sovracorrente erogata nel momento dell’accensione dell’arco.
La regolazione va da 0 a 100 sec.
Ruotando la manopola 2 si seleziona il parametro e si conferma la scelta, premendo la manopola.
Si regola il valore con la rotazione della stessa manopola 2� Perconfermarelasceltaèsufcientepremerelama-
nopola 2 oppure il tasto .
Premendo il tasto
DEF
si rimettono i parametri preimpostati dal costruttore.