45
MG.10.J8.02 – VLT is a registered Danfoss trade mark
Programmable SyncPos motion controller
■■
■■
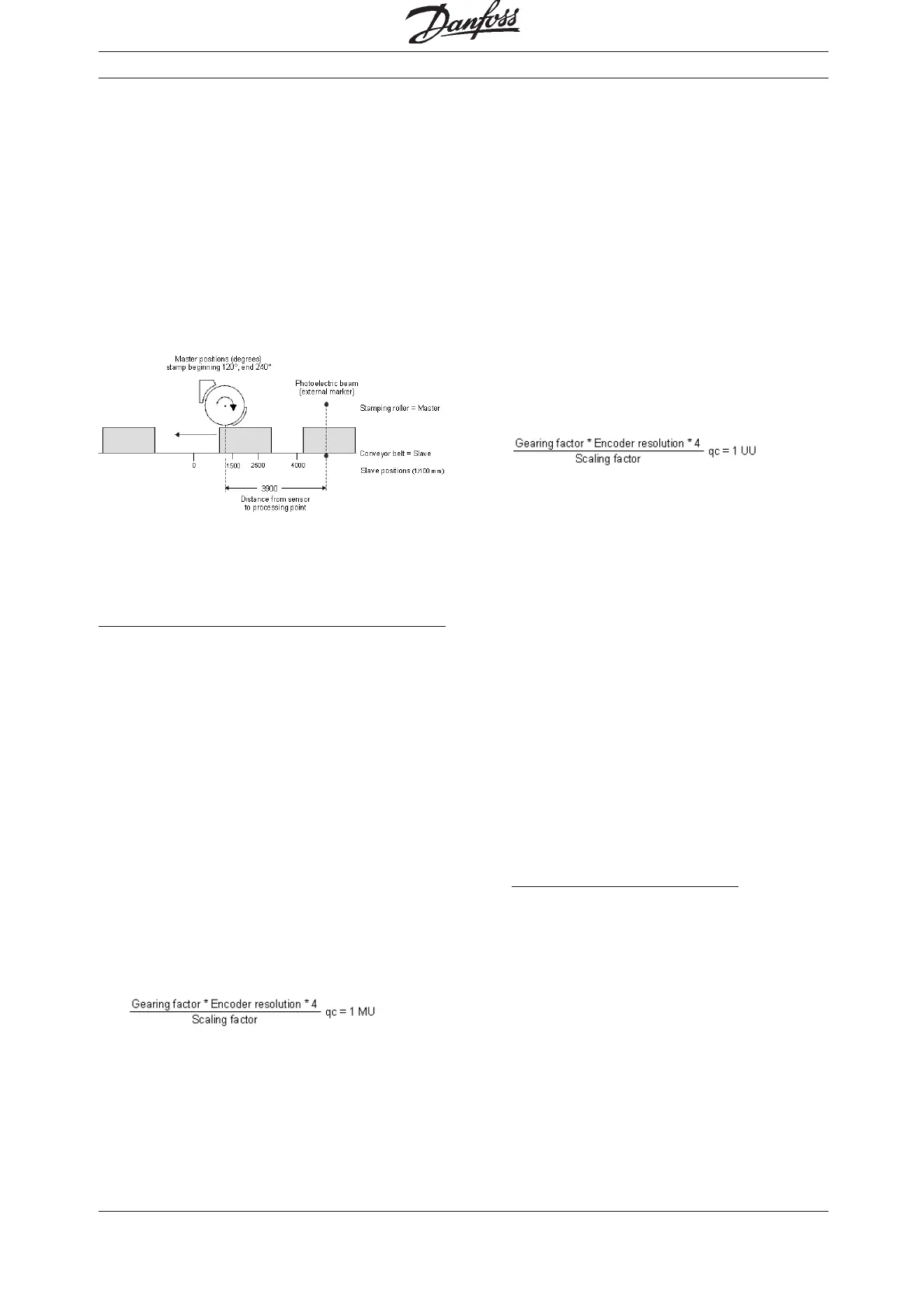
■ Example: Slave Synchronization with Marker
In the following example, the conveyor belt is the
slave and the stamp roller the master, since the
take-up and delivery of the dye must be conti-
nuous for a uniform printing process. A maximum
of 20 cardboard boxes are transported on the con-
veyor belt per minute. The distance of the boxes is
not larger than one master cycle length. Stamp roller
and box must run in sync during the printing
operation:
In contrast to the synchronization with master
marker correction, here the slave position is being
corrected instead of the curve.
How to edit a curve for the Slave Synchronization
1. Set the VLT with the required parameters and
save these user parameters with
"PARAMETERS" → "SAVE TO FILE" with the
extension „cnf“.
2. Start the → "CAM-EDITOR" and load this cnf
file with "FILE" → "LOAD CNF".
3. Determine the gearing factor of the master in
MU units.
Gearing factor = 5/1
Encoder resolution (Increm. encoder) = 500
One revolution of the roller is 360 degrees. We
are going to work with a resolution of
1/10 degrees. Therefore we are dividing one
revolution of the roller into 3600 work units:
Scaling factor = 3600
Enter these whole number values in the index
card → "SYNCHRONIZATION":
Syncfactor Master [49] = 25
Syncfactor Slave [50] = 9
4. Enter the gearing factor of the slave in user
untis [UU]:
The input should be possible in 1/10 mm
resolution.
The drive is connected with the conveyor belt
by means of a gearing of 25:11; i.e. the motor
makes 25, the drive pulley 11 revolutions.
Gearing factor = 25/11
Incremental encoder directly on the master
drive; encoder resolution = 4096
The drive pulley has 20 teeth/revolution,
2 teeth correspond to 10 mm, thus 1 revolution
corresponds to = 100 mm conveyor belt feed
or 1000/10 mm.
Thus, the scaling factor is 1000
Enter these values in the index card →
"ENCODER":
User factor numerator [23] = 2048
User factor denominator [26] = 55
5. Determine a whole number factor for the inter-
vals in the index card → "CURVE DATA" so
that the fixpoints are on the interpolation
points.
A complete cycle length of the master is
360 degrees; this corresponds to 3600 MU.
The → "NUMBER OF INTERVALS" = 36 pro-
duces a reasonable interval time of 27.7ms.
6. Define → "FIX POINTS" for the roller (slave)
and the conveyor belt (master) and the point
type „1“ for curve points. The function →
"SNAP ON GRID" should be activated.
Points Master Slave Type
10 0 1
2 1200 1500 1
3 2400 2500 1
4 3600 4000 1
7. Master and slave must run synchronously with
the same velocity between the master position
1200 to 2400. For this, you need to have a
straight line which is determined with two tan-
gent points. Thus, for these two fixpoints you
must define the → "TYPE" = 2 for tangent point
and insert two fixpoints so that the curve can be
calculated.
CAM Control