21
ESPAÑOL FRANÇAIS
DEUTSCH
ENGLISH
ITALIANO
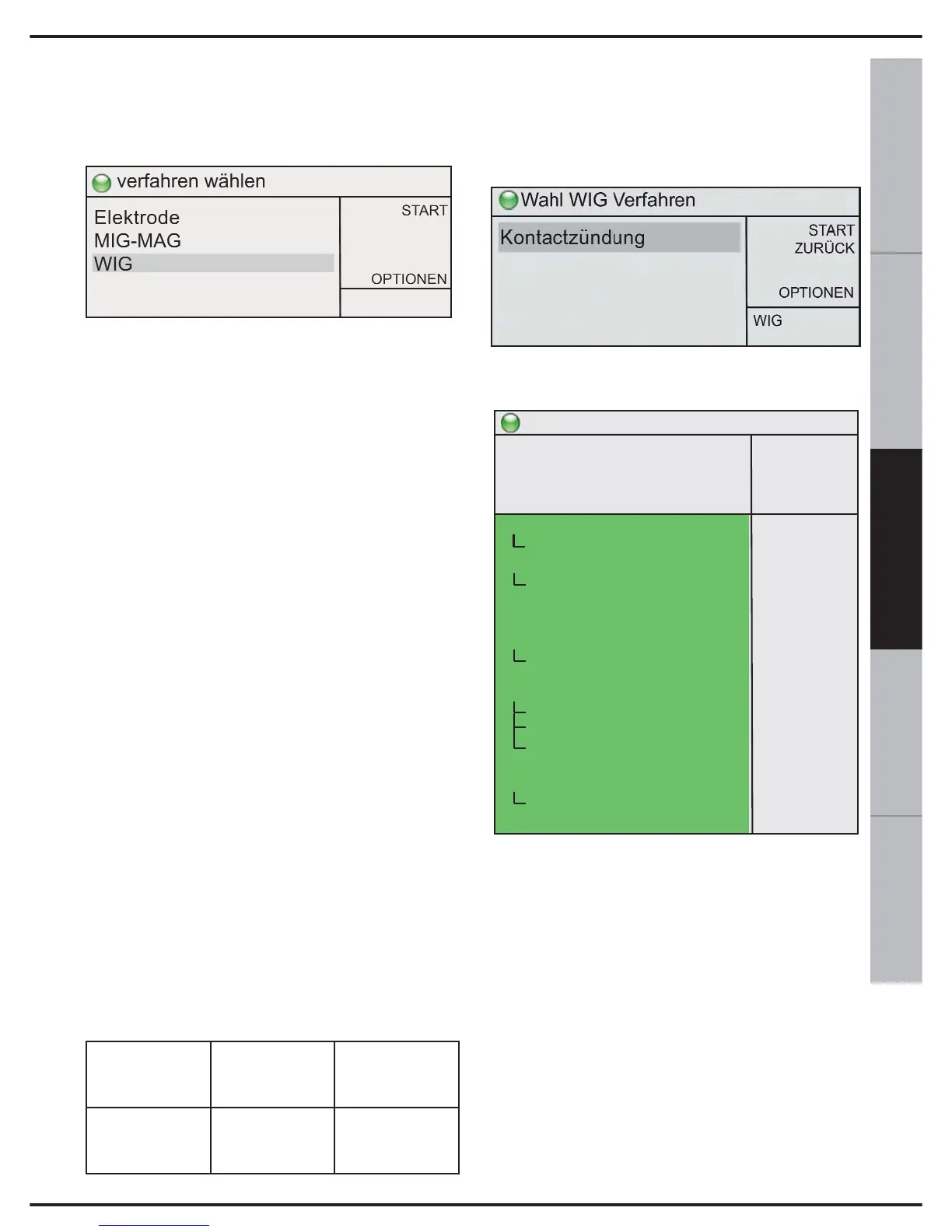
Zur Auswahl dieser Schweißtechnik:
Über den Drehknopf 10 wählen Sie WIG
und drücken zur Bestätigung.
Das Bogenschweißen mit Inertgas und nicht
schmelzenden Wolframelektroden (TIG
Schweißen genannt: Tungsten Inertgas) ist
ein Verfahren, bei dem die Hitze über einen
Bogen erzeugt wird, der von den nicht
schmelzenden Elektroden zum Arbeitsstück
reicht. Das Schweißen geschieht, indem die
Ränder des Schweißstücks zum Schmelzen
gebracht werden oder indem eventuell aus
speziellen Stäben ein weiteres Stück zur
Nahtbildung eingesetzt wird.
Der Bogen wird erzeugt, indem das Arbeitsstück
mit der Elektrode berührt wird und anschließend
angehoben wird (LIFT Beginn).
Das WIG Schweißen eignet sich für jede
Arbeitsposition und kann auch bei Blechstücken
von geringer Dicke eingesetzt werden.
Das WIG Schweißverfahren zeichnet sich
durch seine größere Bogenkontrolle, eine
kraftvolle und konzentrierte Hitzequelle und
die einfache Kontrollmöglichkeit der
aufzutragenden Materialmenge aus.
Dies macht das WIG Verfahren besonders
geeignet für Präzisionsschweißarbeiten mit
unterschiedlicher Materialdicke, für
Schweißarbeiten in schwierigen Positionen
und auf Rohrleitungen, bei denen eine
vollständige Durchdringung erfordert wird.
Das WIG Verfahren gestattet das Schweißen
verschiedener Materialarten wie
Eisenmateriale, Legierungen aus Nickel,
Kupfer, Titan, Magnesium ...
Während des Schweißens regelt der
Potenzregler 9 der Abb. 1 die
Schweißstromstärke.
Die Verbindungsstromstärke des
Brennerkopfs und des Massenkabels wird in
der nachfolgenden Tabelle angegeben.
13.1 WIG SCHWEISSEN (Lift-Arc)
Durch Drehen des Drehknopfes 10 kann unter
den verschiedenen Schweißmöglichkeiten
WIG ausgewählt werden.
Nach Auswahl gelangt man zum Display
„Schweißen":
EINSTELLUNG UND PARAMETER:
Über den Drehknopf 10 können die im
Display angezeigten Schweißparameter
eingestellt werden:
2T-4T-4 Bilevel: Ermöglicht die Einschaltung
der Zweitakt- oder Viertakt-Betriebs.
2T: Im Zweitaktbetrieb löst der Druck auf die
Taste das Ausströmen von Schutzgas aus;
beim Abheben der Elektrode vom
Werkstück wird der Lichtbogen gezündet,
mit Ausführung des Anfangsstroms
und/oder der Anstiegszeit, der Bogen bleibt
für die gesamte Zeit, während der die Taste
gedrückt wird, bestehen. Wird sie losgelas-
sen, beginnt die Absenkzeit des Stroms und
oder der Endstrom, falls eingestellt.