2
Turn the adjusting dial until the desired correction value is
reached
-
power source is ready for welding
The maximum arc-force dynamic current is limited as follows:
-
TransPocket 150 to 180 A
-
TransPocket 180 to 220 A
Examples:
-
Arc-force dynamic = 0
-
arc-force dynamic deactivated
-
soft, low-spatter arc
-
Arc-force dynamic = 20
-
arc-force dynamic with 40 A current increase
-
harder, more stable arc
-
Arc-force dynamic = 60, set welding current = 100 A
-
for the TransPocket 150: actual increase is just 80 A as the maximum
current limit is reached!
-
for the TransPocket 180: arc-force dynamic with 120 A current increase
Pulse welding Pulse welding is welding with a pulsing welding current. It is used for out-of-posi-
tion welding of steel pipes or when welding thin sheets.
In these applications, the welding current set at the start of welding is not always
ideal for the whole welding process:
-
if the amperage is too low, the base material will not melt sufficiently
-
if overheating occurs, the liquid weld pool may drip
Setting range: 0.2 - 990 Hz
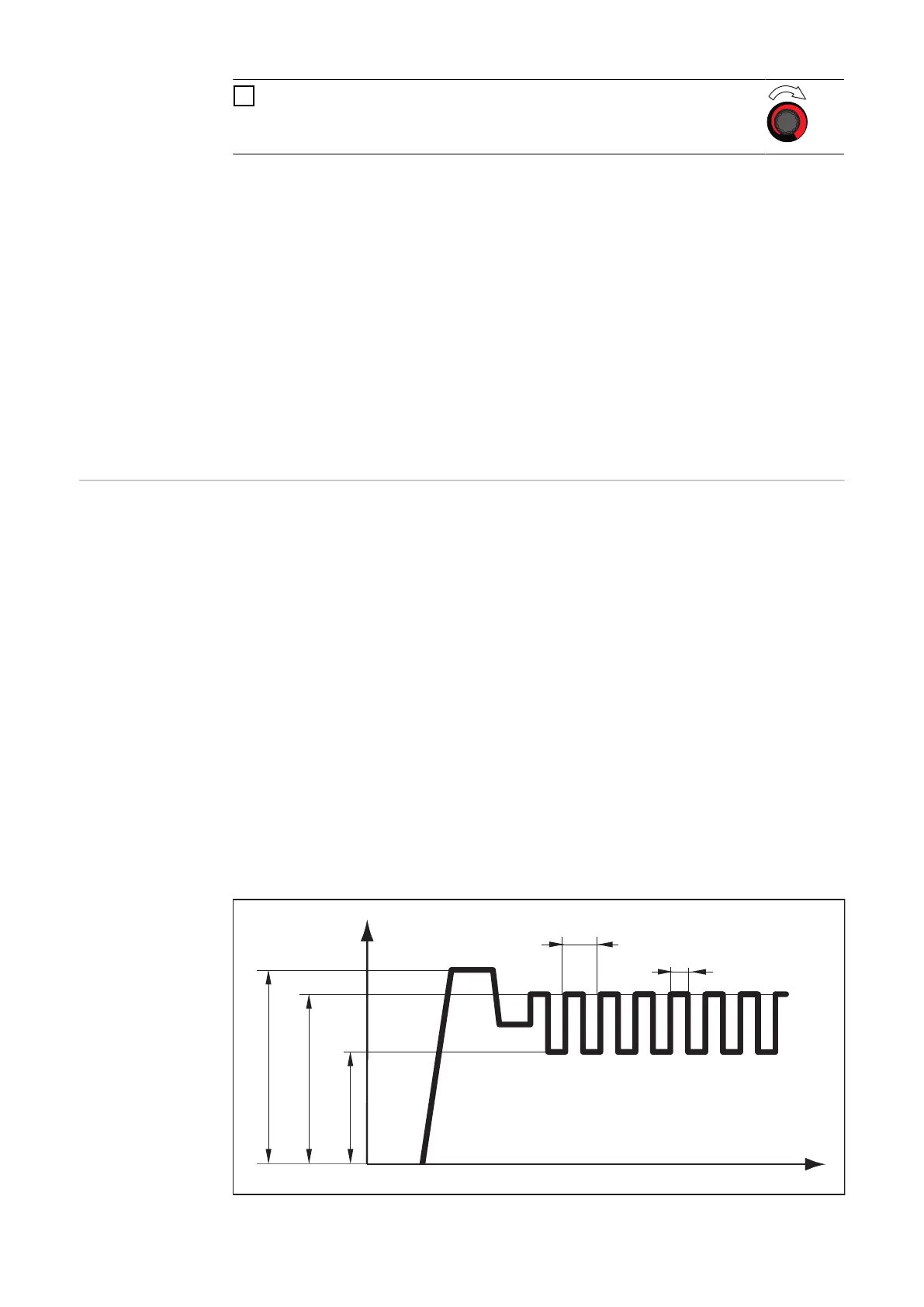
Operating principle:
-
A low base current I-G rises steeply to the significantly higher pulse current
I-P and drops back to the base current I-G after the Duty cycle dcY time.
The pulse current I-P can be set on the power source.
-
This results in an average current that is lower than the set pulse current I-P.
-
During pulse welding, small sections of the welding location melt quickly and
then rapidly re-solidify.
The power source controls the Duty cycle dcY parameter and base current I-G
according to the set pulse current and pulse frequency.
I-P
I-G
I
t
SoftStart / HotStart
dcY
1/F-P
Pulse welding - welding current curve
30