10
Drahtrücklauf Das Signal „Drahtrücklauf” erwirkt ein Zurückziehen des Drahtes. Die Drahtgeschwindig-
keit ist von der entsprechenden Einstellung im Setup-Menü der Stromquelle abhängig.
HINWEIS!
Den Draht nur um geringe Längen zurückziehen lassen, da der Draht beim Rücklauf
nicht auf die Drahtspule aufgewickelt wird.
WICHTIG!
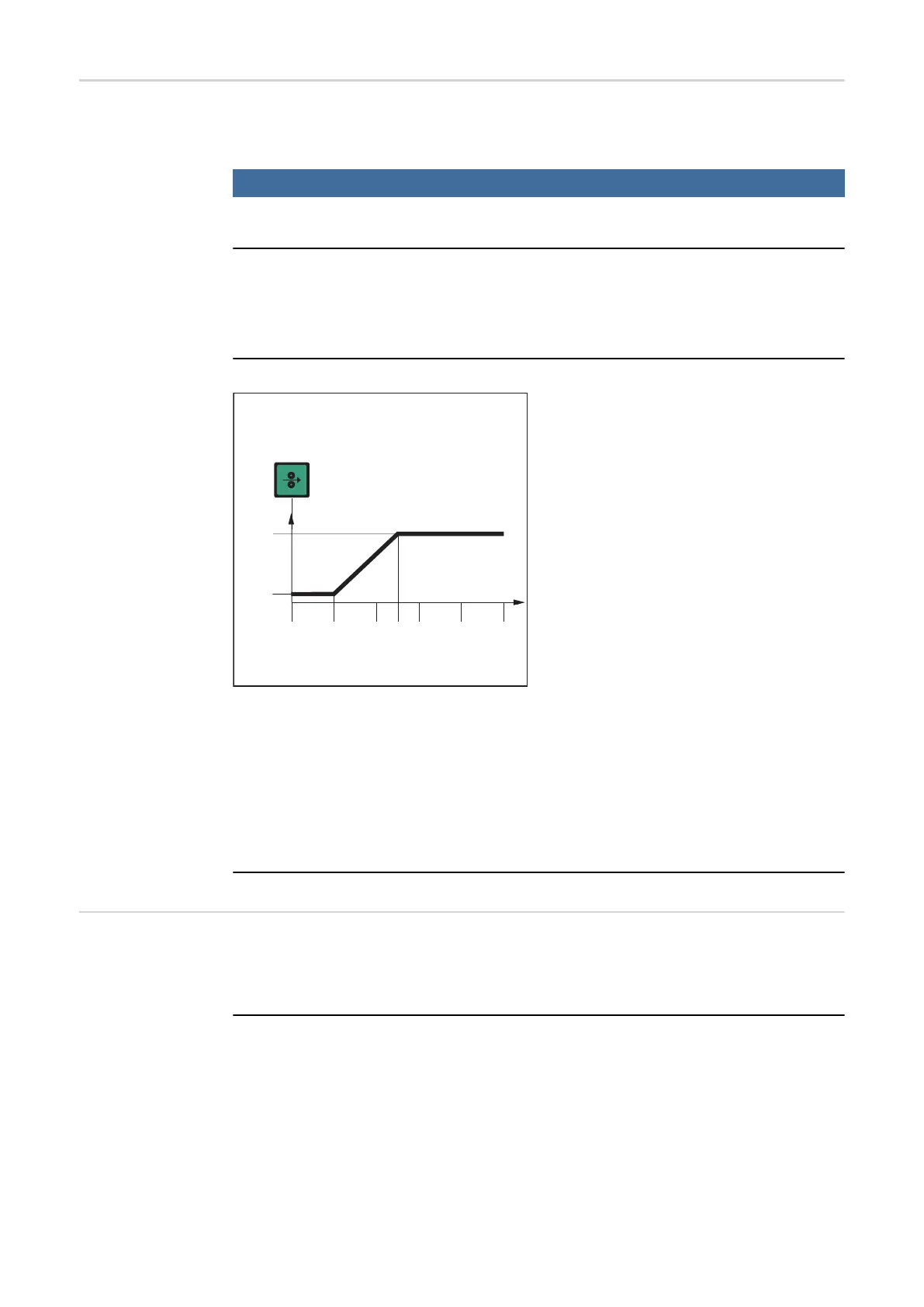
Zur Erleichterung einer exakten Positionierung der Drahtelektrode, ergibt sich beim
Setzen des Signals „Drahtrücklauf” folgender Ablauf:
Zeitlicher Verlauf der Drahtgeschwindigkeit beim Set-
zen des digitalen Eingangssignals „Drahtvorlauf“
(1) Signal Drahtvorlauf
- Signal verbleibt bis zu einer Sekun-
de: Unabhängig von dem eingestellten
Wert, verbleibt die Drahtgeschwindig-
keit (2) während der ersten Sekunde
auf 1 m/min oder 39.37 ipm.
- Signal verbleibt bis zu 2,5 Sekun-
den: Nach Ablauf einer Sekunde, er-
höht sich die Drahtgeschwindigkeit (2)
innerhalb der nächsten 1,5 Sekunden
gleichmäßig.
- Signal verbleibt länger als 2,5 Se-
kunden: Nach insgesamt 2,5 Sekun-
den erfolgt eine konstante
Drahtförderung entsprechend der für
den Parameter „Fdi“ eingestellten
Drahtgeschwindigkeit.
WICHTIG!
Ist zusätzlich das Eingangssignal „KD disable“ gesetzt, gilt für die Rücklaufge-
schwindigkeit nicht „Fdi“, sondern das Ausgangssignal „Drahtgeschwindigkeit“.
Dabei startet das digitale Eingangssignal „Drahtrücklauf“ den Rücklauf sofort mit dem ana-
logen Sollwert für die Drahtgeschwindigkeit. In diesem Fall trifft die Abbildung nicht zu.
Positionssuchen
(Touch sensing)
WICHTIG!
Funktion „Positionssuchen“ (Touch Sensing), unterstützt nur von Stromquellen mit
einer Seriennummer ab 2.65.001 (Stromquelle).
Das Signal „Positionssuchen“ ermöglicht das Erkennen einer Berührung des Schweiß-
drahtes oder der Gasdüse mit dem Werkstück (Kurzschluss zwischen Werkstück und
Schweißdraht oder Gasdüse).
Ist das Signal „Positionssuchen“ gesetzt, zeigt das Bedienpanel der Stromquelle „touch“
an. An den Schweißdraht oder an die Gasdüse, wird eine Spannung von 30 V (Strom auf
3 A begrenzt) angelegt.
Das Auftreten des Kurzschlusses wird über das Signal Lichtbogen stabil (siehe Kapitel
„Ausgangssignale“) an die Robotersteuerung übermittelt.
(2) vD (m/min / ipm)
t (s)
123452,5
1
Fdi
(1)