11
DE
WICHTIG!
Die Ausgabe des Signals Lichtbogen stabil erfolgt um 0,5 s länger als die Dauer des
Kurzschluss-Stromes.
Solange das Signal „Positionssuchen“ gesetzt ist, kann kein Schweißvorgang stattfinden.
Um den Schweißvorgang für die Positionserkennung zu unterbrechen:
1. Setzen des Signals „Position suchen“ durch die Robotersteuerung
2. Stromquelle stoppt den Schweißvorgang nach Ablauf der eingestellten Rückbrandzeit
(einstellbar im Setup-Menü Stromquelle)
3. Positionserkennung durchführen
WICHTIG!
Soll die Positionserkennung durch Berührung des Werkstückes mit der Gasdüse
(anstelle des Schweißdrahtes) erfolgen, die Gasdüse über ein RC-Glied (siehe Abb.
“Drahtvorlauf“) mit der Schweißstrom-Leitung verbinden.
Der Einsatz eines RC-Gliedes ist erforderlich, um während des Schweißens, bei einer
möglichen Berührung der Gasdüse mit dem Werkstück
- Unzulässige Ströme über die Verbindung Gasdüse-Schweißstrom-Leitung zu vermei-
den
- Einer Beeinflussung des Schweißprozesses vorzubeugen
Im Falle der Berührungserkennung über die Gasdüse, fließt der Kurzschluss-Strom nur ca.
4 ms, bis die Kondensatoren des RC-Gliedes aufgeladen sind. Für eine sichere Berüh-
rungserkennung durch die Robotersteuerung, liegt das Stromfluss-Signal um 0,5 s länger
an als der Kurzschluss-Strom.
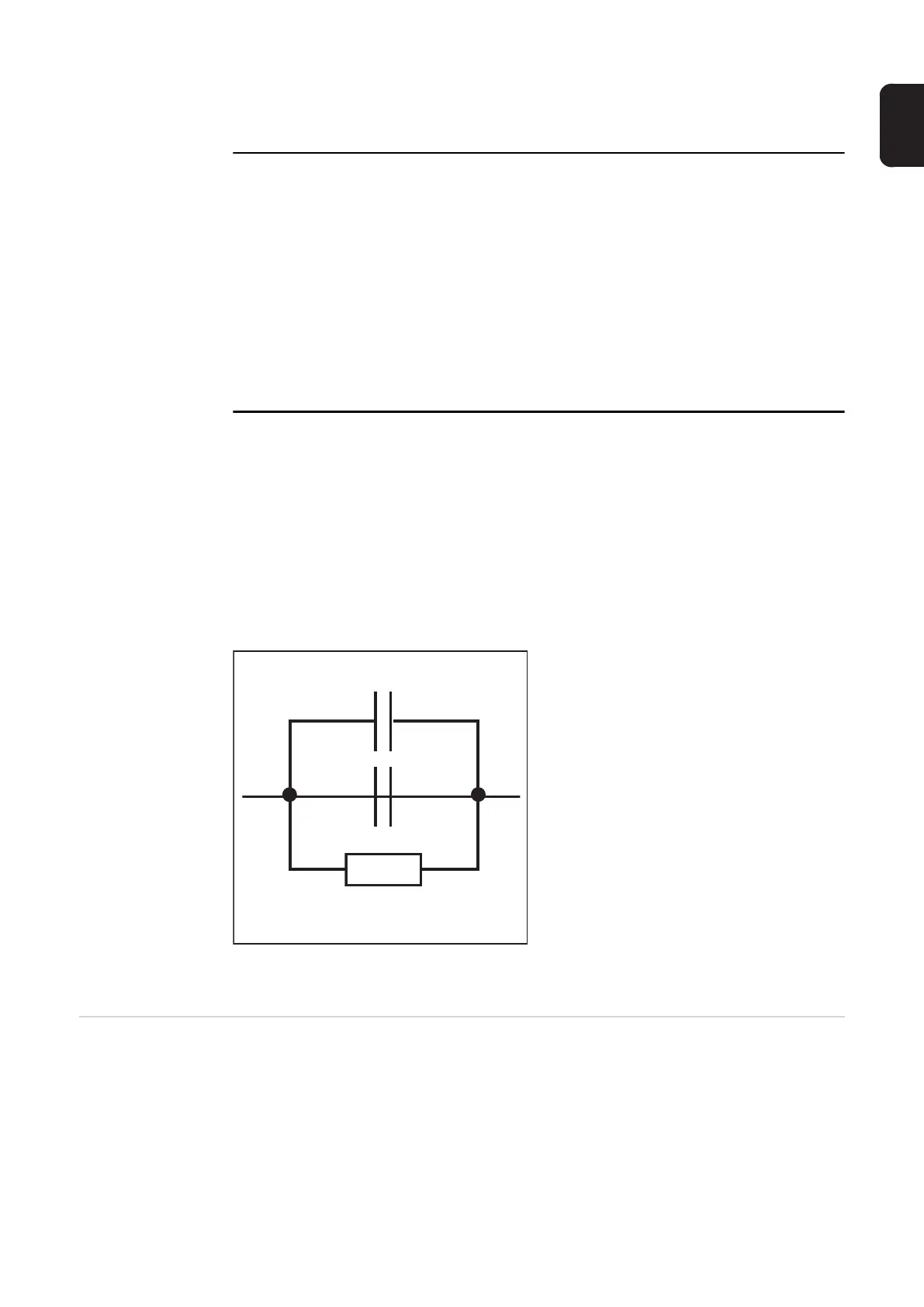
RC-Glied zur Verbindung der Schweißstrom-Leitung
mit der Gasdüse
(1) Schweißstrom-Leitung
(2) Gasdüse
Brenner ausbla-
sen
Ist im Robotervorschub ein zusätzliches Magnetventil für die Druckluft eingebaut, ist die-
ses über den Befehl „Brenner ausblasen“ ansteuerbar. Das Signal „Brenner ausblasen“
dient dazu, nach der Brennerreinigung die Gasdüse von Verunreinigungen zu befreien.
(1)
C1: 2,2 µF / 160 V / 10 %
C2: 4,7 µF / 160 V / 10 %
R: 10 kOhm / 1 W / 10 %
(2)