上海鲍麦克斯电子科技有限公司 AS系列数控交流伺服系统说明书
9
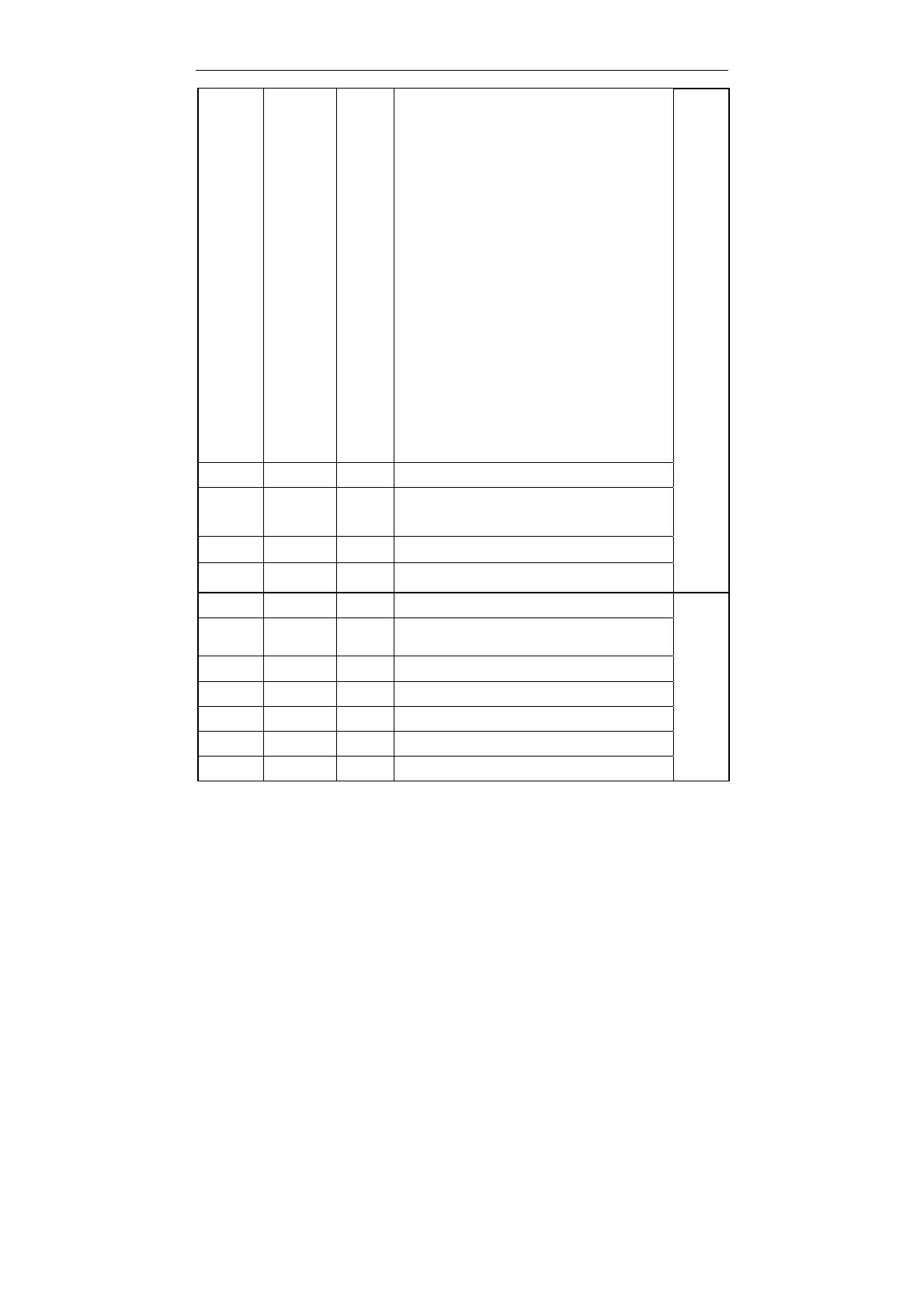
202
0/1/2/
3/4/5/
6
1
剪线时序选择:
0: 203 号参数所设定角度[TS]处进行切线,直至上
停针后延时 206 参数所设定时间[T2]为止。
1:203 号参数所设定角度[TS]处进行切线, 直至 204
号参数所设定角度[TE]为止。
2: 203 号参数所设定角度[TS]处进行切线,延时 206
参数所设定时间[T2]为止。
3:下针位信号后延迟 205 号参数所设定时间[T1]进
行切线, 延时 206 参数所设定时间[T2]设定时间为
止。
4:找到上针位信号后延迟 205 号参数所设定时间
[T1]进行切线,延时 206 参数所设定时间[T2]设定时
间为止,大部分应用于绷缝机。
5:找到下针位信号后即开始进行切线动作至上停针
止。然后延迟 205 号参数所设定时间[T1]后再作 206
参数所设定的切线时间[T2]。(大部分用于一般平车
机型,而 T1 与 T2 設定值大部分均设为0)
6:203 号参数所设定角度[TS]处进行切线东芝至上
停针止。然后延迟 205 号参数所设定时间[T1]后再作
206 参数所设定的切线时间[T2]。
203 5-359 10
剪线开始角度 TS(相对于下针位角度)(平车)
204 10-359 120
剪线结束角度 TE(相对于下针位角度,需大于 TS)
(平车)
205 1-999 10 剪线开始延时 T1(ms)(绷缝)
206 1-999 120 剪线结束延时 T2(ms)(绷缝)
剪线
模式
211 5-359 25
松线电磁铁启动角度 LS(相对于下针位角度)
212 10-359 350
松线电磁铁结束角度 LE(相对于下针位角度,需大
于 LS)
213 1-999 1
松线电磁铁启动延迟时间 L1(ms)
214
1~999
10
松线电磁铁上针位后延迟时间 L2(ms)
216
1~999
10
拨线/扫线延迟时间 ms
217
1~9999
70
拨线/扫线持续时间 ms
218
1~999
50
拨线/扫线复原时间 ms
松线,
扫线,
夹线
模式