14
Manuel d’utilisation
E1 - E2 - E3 GYS AUTO
Notice originale
SOUDAGE SEMI-AUTOMATIQUE EN ACIER/INOX (MODE MAG)
Ce matériel peut souder du l acier et acier inoxydable de Ø 0.6 à 1.0 mm (I-A).
E1 / E2 : L’appareil est livré d’origine avec des galets Ø 0.6/0.8 pour acier ou acier inoxydable.
E3 : L’appareil est livré d’origine avec des galets Ø 0.6/0.8 et Ø 0.8/1.0 pour acier ou acier inoxydable.
Le tube contact, la gorge du galet, la gaine de la torche sont prévus pour cette application.
L’utilisation en acier nécessite un gaz spécique au soudage (Ar+CO2). La proportion de CO2 peut varier selon le type de gaz utilisé. Pour l’inox,
utiliser un mélange à 2% de CO2 . En cas de soudage avec du CO2 pur, il est nécessaire de connecter un dispositif de préchauage de gaz sur la
bouteille de gaz. Pour des besoins spéciques en gaz, veuillez contacter votre distributeur de gaz. Le débit de gaz pour l’acier est compris entre
8 et 15 litres / minute selon l’environnement. Pour mesurer le débit de gaz en sortie de torche, il est recommandé d’utiliser le débitmètre en option
(ref. 053939).
SOUDAGE SEMI-AUTOMATIQUE ALUMINIUM (MODE MIG)
Ce matériel peut souder du l aluminium de Ø 0.8 à 1.2 mm (I-B) (Ø 1.2 mm, soudage non intensif).
E2 / E3 : L’appareil est livré d’origine avec des galets Ø 0.8/1.0 pour aluminium.
L’utilisation en aluminium nécessite un gaz spécique argon pur (Ar). Pour le choix du gaz, demander conseil à un distributeur de gaz. Le débit de
gaz en aluminium se situe entre 15 et 20 l/min selon l’environnement et l’expérience du soudeur.
Voici les diérences entre les utilisations acier et aluminium :
- Utiliser des galets spéciques pour le soudage alu.
- Mettre un minimum de pression des galets presseurs du motodévidoir pour ne pas écraser le l.
- Utiliser le tube capillaire (destiné au guidage l entre les galets du motodévidoir et le connecteur EURO) uniquement pour le soudage acier/inox
(I-B).
- Utiliser une torche spéciale aluminium. Cette torche aluminium possède une gaine téon an de réduire les frottements. NE PAS couper la gaine au
bord du raccord ! Cette gaine sert à guider le l à partir des galets.
- Tube contact : utiliser un tube contact SPÉCIAL aluminium correspondant au diamètre du l.
Lors de l’utilisation de gaine rouge ou bleu (soudage aluminium), il est conseillé d’utiliser l’accessoire 90950 (I-C).
Ce guide gaine en acier inoxydable améliore le centrage de la gaine et facilite le débit du l.
Vidéo
SOUDAGE SEMI-AUTOMATIQUE EN CUSI ET CUAL (MODE BRASAGE)
Le matériel peut souder du l CuSi et CuAl de de Ø 0.8 à 1.0 mm.
De la même façon qu’en acier, le tube capillaire doit être mis en place et l’on doit utiliser une torche avec une gaine acier. Dans le cas du brasage, il
faut utiliser de l’argon pur (Ar).
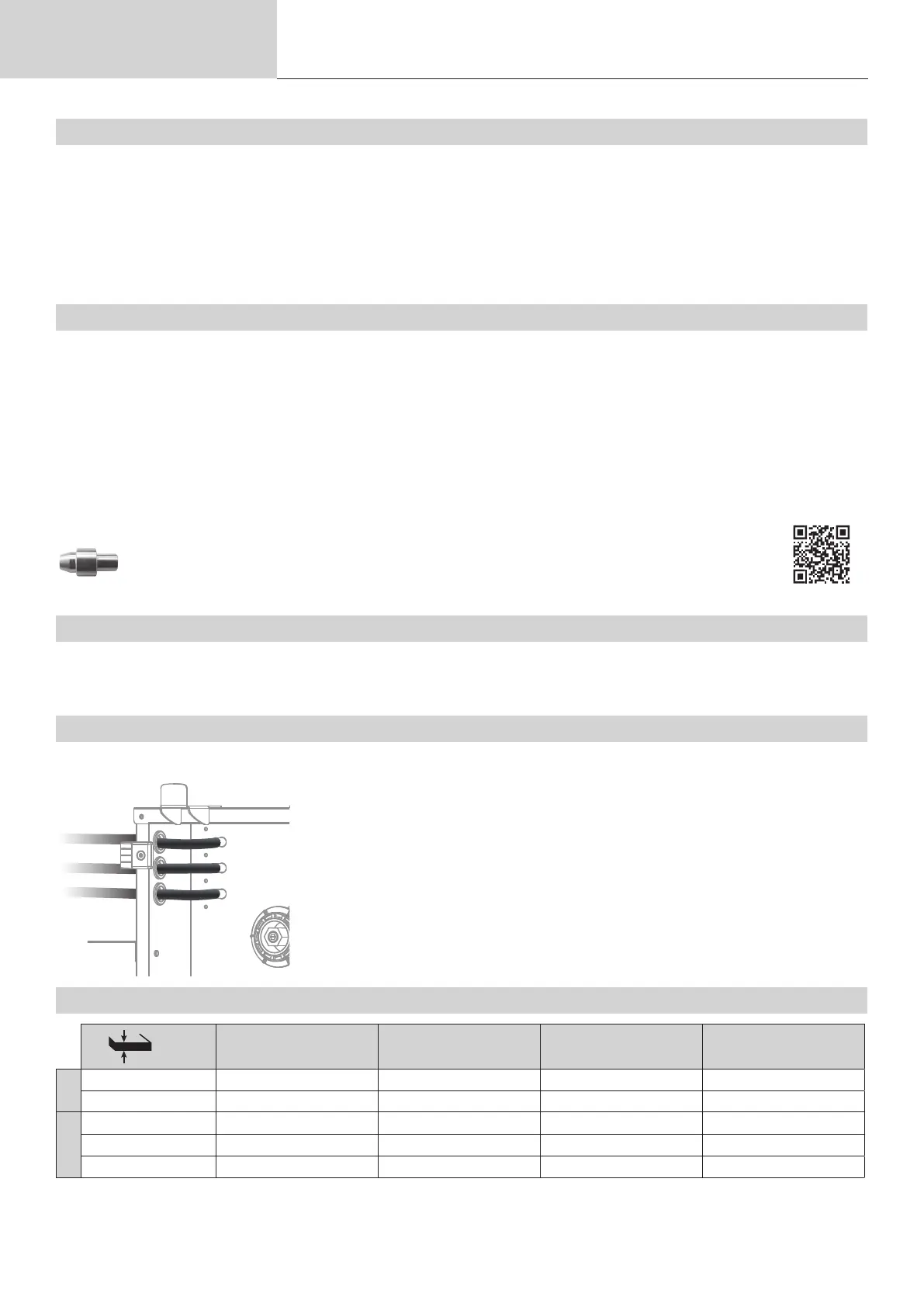
RACCORDEMENT GAZ
Passe cloison : E2 / E3
- Monter un manodétendeur adapté sur la bouteille de gaz. Le raccorder au poste à souder avec le(s)
tuyau(x) fourni(s), voir schéma page 6. Mettre les colliers de serrage an d’éviter les fuites.
- Assurer le bon maintien de la bouteille de gaz en respectant la xation de la chaine sur le générateur.
- Régler le débit de gaz en ajustant la molette de réglage située sur le manodétendeur.
NB : pour faciliter le réglage du débit de gaz, actionner les galets du motodévidoir en appuyant sur
la gâchette de la torche (desserrer la molette de frein du motodévidoir pour ne pas entrainer de l).
Pression maximale de gaz : 0.5 MPa (5 bars).
Cette procédure ne s’applique pas au soudage en mode « No Gaz ».
COMBINAISONS CONSEILLÉES
(mm)
Courant (A) Ø Fil (mm) Ø Buse (mm) Débit (L/min)
MIG
0.8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
MAG
0.6-1.5 15-80 0.6 12 8-10
1.5-3 80-150 0.8 12-15 10-12
3-8 150-300 1.0/1.2 15-16 12-15