FR
15
Manuel d’utilisation
E1 - E2 - E3 GYS AUTO
Notice originale
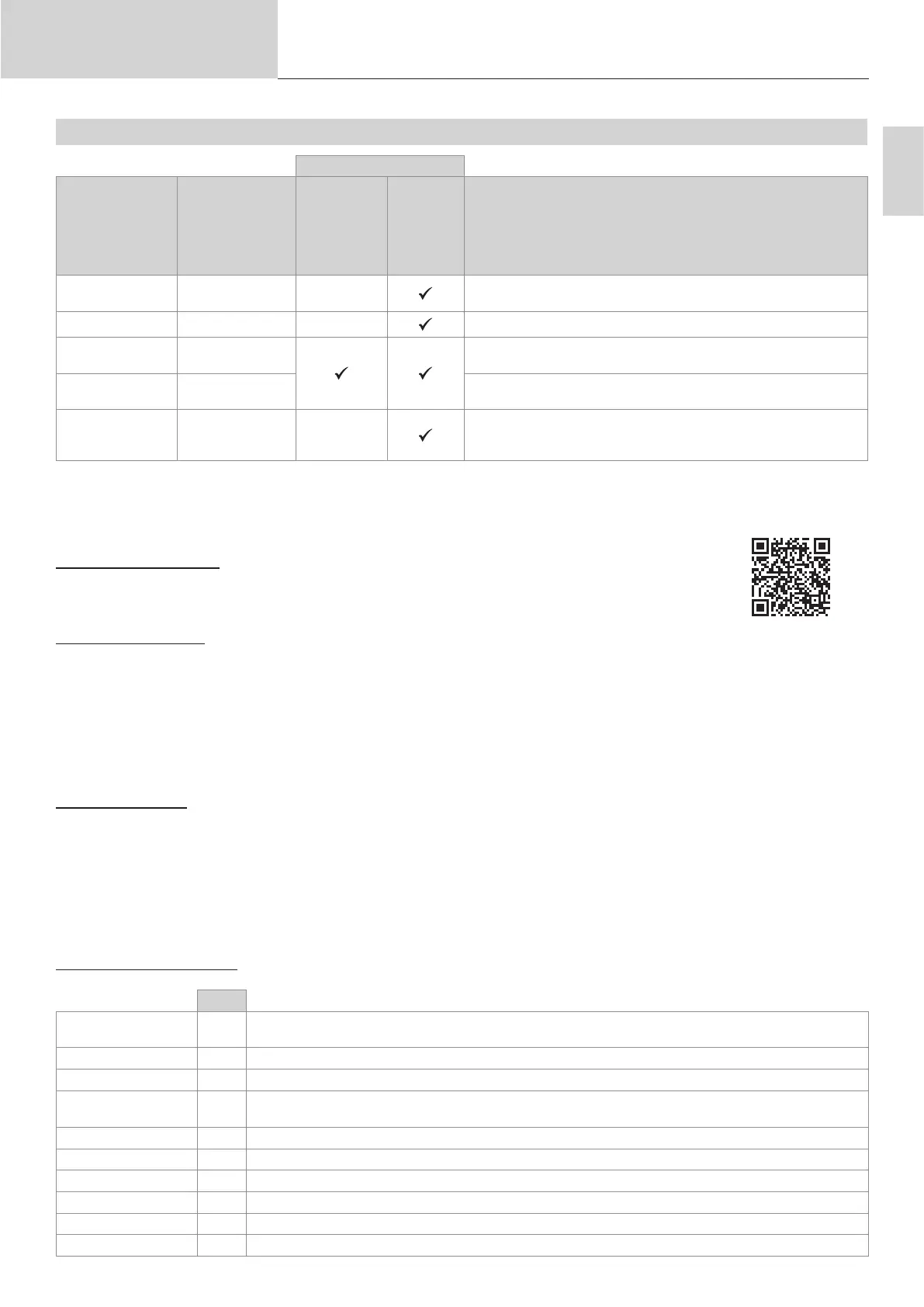
MODE DE SOUDAGE MIG / MAG (GMAW/FCAW)
Procédés de soudage
Paramètres Réglages
Manuel
Synergique
Couple
matériau/gaz
- Fe Ar 15% CO
2
- ...
-
Choix de la matière à souder.
Paramètres de soudage synergique
Diamètre de l Ø 0.6 > Ø 1.2 mm - Choix du diamètre l
Comportement
gâchette
2T, 4T Choix du mode de gestion du soudage à la gâchette
Mode pointage Spot, Spot-Délai Choix du mode de pointage
1
st
Réglage
Épaisseur
Courant
Vitesse
-
Choix du réglage principal à acher (Épaisseur de la pièce à souder,
courant moyen de soudage ou vitesse du l).
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy ou Expert. Se reporter à
la notice IHM.
PROCÉDÉS DE SOUDAGE
Pour plus d’informations sur les synergies GYS et les procédés de soudage, scannez le QR code :
3 MODES DE SOUDAGE (EASY)
• Soudage (en continu)
• Pointage
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage est manuel par la gâchette.
• Chaînette
Ce mode de soudage permet l’assemblage de tôle très ne en limitant le risque de perçage et de déformation de la tôle. Le soudage en point de
chaînette est manuel par la gâchette.
MODE DE POINTAGE (EXPERT)
• Spot
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé avec un délai
de pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de point non oxydé.
• Spot-Délai
C’est un mode de pointage semblable au Spot, mais enchainant pointages et temps d’arrêt déni tant que la gâchette est appuyée. Cette fonction
permet de souder des tôles très nes en acier ou en aluminium, en limitant le risque de perçage et de déformation de la tôle (surtout pour le soudage
aluminium).
DÉFINITION DES RÉGLAGES
Unité
Burnback -
Fonction prévenant le risque de collage du l à la n du cordon. Ce temps correspond à une remontée du l
hors du bain de fusion.
Crater Filler - Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Délai s Durée entre la n d’un point (hors Post gaz) et la reprise d’un nouveau point (Pré-Gaz compris).
Épaisseur mm
La synergie permet un paramétrage totalement automatique. L’action sur l’épaisseur paramètre automatique-
ment la tension et la vitesse de l adaptées.
Hot Start - Le Hot Start est une surintensité à l’amorçage évitant le collage du l sur la pièce à souder.
Intensité A Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à souder.
I Start - Réglage du courant d’amorçage.
Longueur d’arc - Permet d’ajuster la distance entre l’extrémité du l et le bain de fusion (ajustement de la tension).
Pré-gaz s Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Point s Durée dénie.